商机详情 -
南京119探除器工厂直销
董事长韩春阳作为行业开拓者,深耕红外防火技术研究三十余年,主导研发的首代红外防火报警器成为国内较早应用于纺织行业的产品,被棉纺行业认可采用。其提出的“防患优于扑救”理念,推动行业从被动灭火向主动防火转型。技术总监沈伟带领团队攻克“多光谱火花识别”技术瓶颈,相关技术获2024年江苏省技术奖。公司实行“扁平化管理+项目制运作”模式,重大决策由技术技术委会、市场委会和运营委会联合审议,确保研发方向与市场需求精细对接。2024年,管理团队提出“智能化+全球化”双轮驱动战略,计划三年内将智能产品占比提升至80%,海外营收占比突破40%。 火盾系统集成自动化灭火与远程监控,获「智慧消防可靠产品」称号。南京119探除器工厂直销

安普火花探除器响应速度达100ms,比行业平均快50%。以AMP-119KFM多仓用型号为例,其红外与紫外双光谱检测技术可识别直径≥0.5mm的火花,并在80毫秒内启动灭火程序。在山东德州某企业安装当晚,设备即成功拦截一次火情,避免了价值数十万元的原料损失。这种极速响应在高速气流纺纱机中尤为关键,可在火花移动1米内将其扑灭,可以防止火势蔓延。鹰眼探除器(AMP-EE01.V21)采用高频电磁感应技术,可检测2mm微小金属碎屑,包括铜、铝、不锈钢等非磁性金属。在山东某纺织厂测试中,8次测试全部准确拦截直径2mm的铝球,避免了金属杂质对梳棉机针布的损伤,降低断纱率30%以上,同时减少设备停机维护成本。针对羊毛原料的油脂干扰问题,设备通过“羊毛模式”自动补偿信号偏差,误报率降低90%。 辽宁火星探除器价格金属火花探测器搭载红外光电传感器,响应时间≤100ms,能捕捉 Φ0.5mm 流动火花。
在当前工业节能降耗的大趋势下,安普科技的金属火花探除器通过优化能耗设计,实现了高性能与低功耗的平衡。设备待机功率*为5W,工作状态下平均功耗≤30W,相比同类产品降低40%以上。其节能主要在于智能休眠技术:当生产线处于停机状态时,设备自动进入低功耗模式,保留主要监测模块运行;当生产线启动时,秒内唤醒至工作状态,既不影响检测响应速度,又能减少无效能耗。以某日产10吨纱线的纺织厂为例,安装20台金属火花探除器后,年耗电量约为2100度,为传统设备的一半,按工业电价计算,年节约电费超万元。此外,设备的灭火模块采用按需启动设计,在探测到火花时才触发灭火装置,避免了传统设备持续待命的能源浪费。这种节能特性不仅降低了企业的运营成本,也符合绿色工厂的建设标准。
金属探除器不仅可直接识别纺织原料中混入的各类金属杂质,包括铜、铁、铝和不锈钢等各种金属。其灵敏度可调节至2mm微小金属碎屑,采用全屏抗干扰数字探测技术,能在震动大、磁场干扰大清梳联环境中保证设备稳定性,几乎没有误动作。而且配备高速拦截装置,确保在高速运转的纺纱流程中(如开松、梳理环节)实时拦截金属污染物。同时设备具备自检功能与故障报警系统,实时监测本身的性能,确保设备一直正常状态运行,降低因金属杂质导致的针布损伤、断纱及设备停机损失,为生产线提供全天候防护屏障。 云平台自动生报表,省巡检时,集团年省 14.6 万,详情咨询李经理。
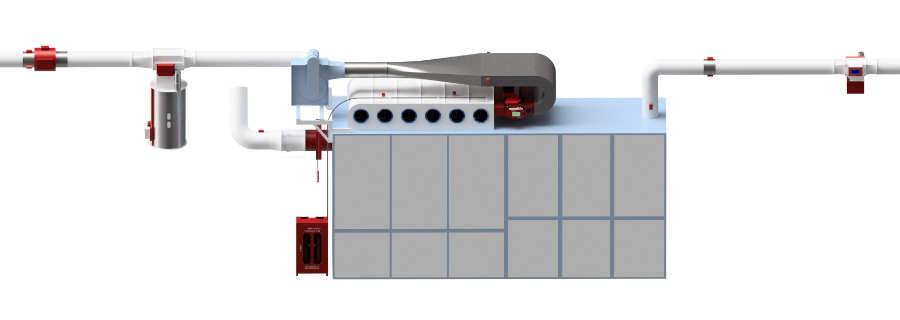
安普设备“探测-拦截-灭火”全链条防护,例如AMP-119D.MF多仓系统在检测到火花后,0.1秒内启动氮气灭火模块,避免传统设备报警不处置的缺陷。在山东某纺织厂滤尘管道火情中,该系统成功拦截直径0.8mm的火星,防止了价值80万元的滤尘设备烧毁。安普设备支持工业以太网或无线LoRa组网,当某区域触发报警时,其他探测器自动进入戒备状态。在天之华集团项目中,100台火花探除器形成联动网络,火情响应时间缩短至100ms内,较单台设备防护范围扩大3倍。 安普设备质保 1 年,售后无忧,李经理为您详解。徐州金属探除器设备厂家
火盾系统集成自动灭火与远程监控,温湿度补偿算法降低梅雨季节误报率至 1 次 / 月。南京119探除器工厂直销
安普为江苏大生集团定制“安全生产信息化”系统,将鹰眼探除器与多仓灭火系统接入MES平台,实现从抓棉到成品的全流程安全数据可视化。通过实时监控金属杂质和火花事件,企业原料损耗率下降18%,设备维护成本降低25%。该项目被工信部列为“纺织行业智能化改造”,吸引30余家同行参观学习。三房巷集团通过安普金属火花二合一探除器替换欧洲进口设备,以三分之一价格实现同等性能。例如,原设备对铝杂质检测灵敏度为3mm,安普AMP-2000.v21型号提升至2mm,且年均维护费用从12万元降至4.5万元。这种“国产替代+性能升级”模式,成为纺织行业降本增效的典型案例。 南京119探除器工厂直销