商机详情 -
浙江多功能探测器维修价格
抗干扰设计是该设备的另一主要亮点:硬件层面采用全金属外壳(冷轧钢板厚度,内层附坡莫合金),可衰减98%的外部电磁干扰,尤其对车间变频器(110kW以下)、电机产生的50Hz工频干扰和高频谐波(200kHz-1MHz)效果明显;信号传输采用差分双绞线(阻抗120Ω±10%),配合光耦隔离电路(隔离电压5000V),杜绝电源噪声串入检测回路;软件层面搭载“自适应噪声抵消算法”,实时采集环境噪声样本,生成反向抵消信号,将误报率在每月次以内。设备通过ExdⅡCT6Gb防爆认证,外壳可承受压力,防护等级达IP68,在纺织厂滤尘车间(20区粉尘危险环境)中,可直接安装于输棉管道,无需额外防爆改造,且支持-20℃~50℃宽温工作,低温环境下通过内置加热片(功率30W)确保传感器稳定,高温环境下自动启动散热风扇,避免元件过热导致的精度漂移。 火花探测器带压力传感,多仓混棉用,仓压异常自动处置,详情联系李经理。浙江多功能探测器维修价格

针对纺织行业不同原料的特性差异,安普金属探测器开发原料专项适配模块,解决传统设备在羊毛、化纤、亚麻等特殊原料中检测精度不足的问题。对于羊毛原料(含油脂、杂质多),设备启动 “羊毛模式”:通过提升低频段(20kHz)增益 20%,增强对包裹在油脂中的金属颗粒的识别,同时开启 “抗油污涂层保护”—— 探测头表面喷涂氟碳涂层(厚度 15μm),防止羊毛油脂附着导致的信号衰减,在内蒙古某羊毛纺织厂的应用中,对直径 1.5mm 铁屑的检出率从传统设备的 85% 提升至 99.8%。
福建火花探测器符合安全设备标准二合一设备带指导安装,团队搞定,省心,详情联系李经理。
出口型客户担心 “设备不合规,丢订单”,尤其是欧盟、美国客户,对检测报告的规范性、数据追溯性要求极高。安普设备的合规化技术 + 报告服务,让客户验厂 “一次过”—— 以金属探测器为例,设备通过 CE(欧盟)、UL(美国)、ATEX(防爆)认证,检测精度符合欧盟 EN 14411、美国 AATCC 135 等标准,能检出直径 2mm 的金属颗粒(远高于客户要求的 4mm)。更关键的是,设备内置 “数据追溯系统”,可自动记录每批次产品的检测数据:检测时间、金属类型(铁 / 铜 / 不锈钢)、检出数量、操作员,支持按客户要求导出 PDF 报告(含电子签名、设备编号),还能对接客户的 ERP 系统,实现 “原料 - 生产 - 检测” 全链路追溯。某江苏服装企业出口欧盟时,客户要求提供 “每米面料的金属检测记录”,安普还能提供 “定制化测试”—— 比如出口日本的客户需符合 JIS L 1092 标准,安普可安排第三方实验室(如 SGS)对设备进行专项测试,出具符合 JIS 标准的报告。销售端,安普还提供 “验厂协助”—— 客户验厂前,工程师会上门调试设备参数、培训员工操作、模拟验厂流程,确保验厂时无疏漏。
针对医用纱布、手术衣等医用纺织产品对金属残留和材质安全性的严苛要求,安普金属探测器开发医用级专项技术。接触物料的探测腔采用316L医用不锈钢(符合ISO10993-5细胞毒性标准),表面经电解抛光(粗糙度Ra≤μm),避免金属碎屑脱落污染原料;线圈绝缘层选用医用级聚酰亚胺薄膜(耐121℃高温,符合USPClassVI标准),可耐受医用蒸汽灭菌(121℃、,30分钟),解决传统设备灭菌后线圈绝缘失效的问题。检测精度上,采用“超高频电磁感应+微电流放大技术”,将检测灵敏度提升至直径金属碎屑(如断针、金属纤维),远超医用纺织行业的残留标准。设备还内置“无菌检测模式”,开启后自动关闭所有物理按键(避免人员接触污染),通过无菌操作屏或远程PC操作,符合GMP车间洁净要求。 火花探测器采红外阵列,识别0.25mm²火花,木材砂光车间用,年拦火情 30余次,详情联系李经理。
销售层面,该技术为企业带来很大的效率提升与成本节省。某浙江多品种混纺厂有 6 条生产线,每月换产 15 次,采用传统设备时,每次换产损失 2 小时产能(按每条线每小时产纱 100kg、纱价 20 元 /kg 计算,单次损失 4 万元),年损失 720 万元;安装安普多路设备后,换产无停机损失,年避免产能损失 720 万元,设备采购成本(1 台主控制器 + 6 台从单元,总 48 万元)需 1.3 个月收回。此外,设备的 “多通道校准功能” 允许不同通道针对不同原料单独校准(如 1 号通道校准棉纺、2 号通道校准化纤),避免交叉干扰,某广东混纺厂应用后,各原料的火花检出率均保持 100%,误报率降至每月 0.1 次,较传统设备减少 90% 无效停机,生产效率提升 12%。金属探测器带轻便设计,移动检测易,适临时用,详情联系李经理。3000探测器如何定价
三合一系统集探测灭火,纺织滤尘管道适配,某厂部署后问题零发生,运维省 30%,详情联系李经理。浙江多功能探测器维修价格
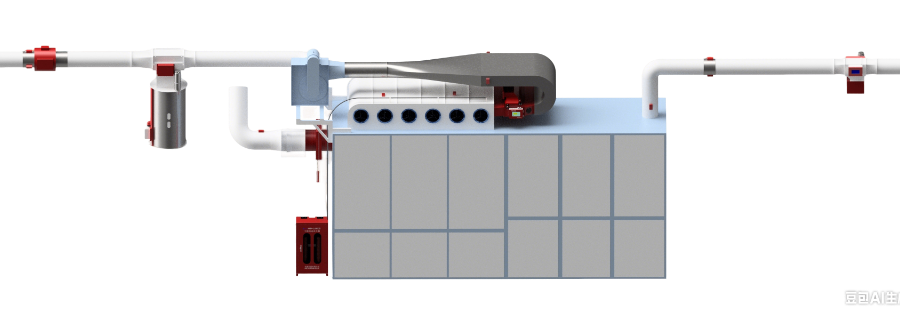
针对木材加工行业砂光粉尘管道“火花传播快、易引发连环爆燃”的痛点,常州安普科技AMP-3000智能火花拦截系统构建了“分段探测+多级拦截”的全链路防护体系。技术上,系统沿粉尘管道每8米部署1组双波段红外探头,通过信号时差确定火花位置(误差≤米),并在管道关键节点设置三级防护:一级采用旋风分离装置,先移除直径≥2mm的火星颗粒;二级通过低压雾化水喷淋,将管道内温度迅速降至燃点以下,且雾化颗粒直径在50-80μm,避免水雾过多导致粉尘结块;三级配备不锈钢滤网(孔径),阻挡残余微小燃屑。此外,系统内置粉尘浓度传感器,当管道内粉尘浓度超过爆燃下限的40%时,自动联动风机降低转速,从源头减少粉尘积聚问题,同时通过4G模块将数据上传至企业管理平台,支持手机端实时查看管道状态。销售端,该产品已服务华东地区200余家木材加工企业,某浙江实木地板厂此前因砂光粉尘管道火花引发2次局部火情,年消防整改费用超20万元。安装AMP-3000S后,2024年上半年未发生一起火花扩散事件,且通过系统的“粉尘浓度预警”功能,提前排查出3次管道堵塞问题,减少停机维护时间45小时。安普科技还提供“设备+运维”打包方案,客户只需按年支付服务费。 浙江多功能探测器维修价格