商机详情 -
湖北6000W激光切管机厂家
考察设备性能在了解了企业的需求之后,需要对不同品牌的万瓦激光切管机进行考察。考察的内容包括设备的切割精度、速度、稳定性、易用性等方面。同时,还需要了解设备的售后服务、技术支持等方面的信息,以确保设备在使用过程中能够得到及时的维护和维修。比较设备:价格在选择万瓦激光切管机时,价格是一个重要的考虑因素。不同品牌、不同型号的设备价格差异较大,因此需要对不同设备的价格进行比较。在比较价格时,需要考虑到设备的性能、品质、售后服务等方面的因素,不能以价格高低作为选择的依据。江苏锐凌焊割科技有限公司是一家专业提供激光切管机的公司,有想法的可以来电购买激光切管机!湖北6000W激光切管机厂家
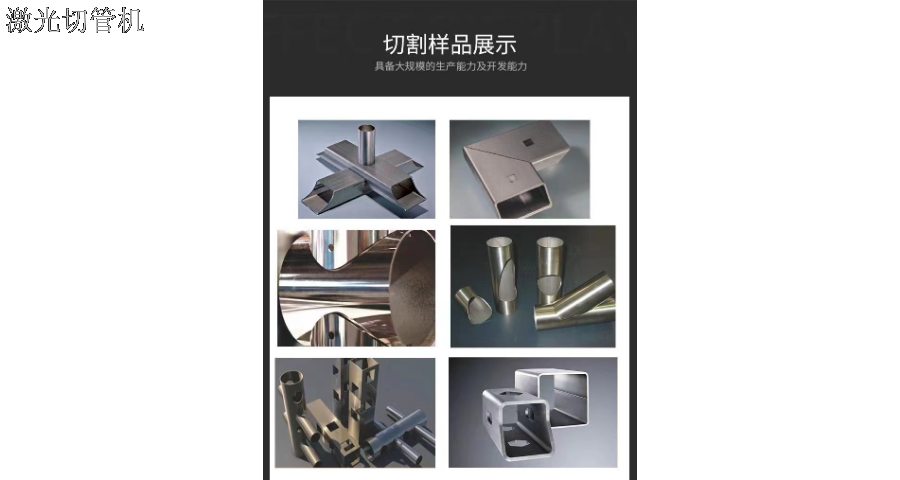
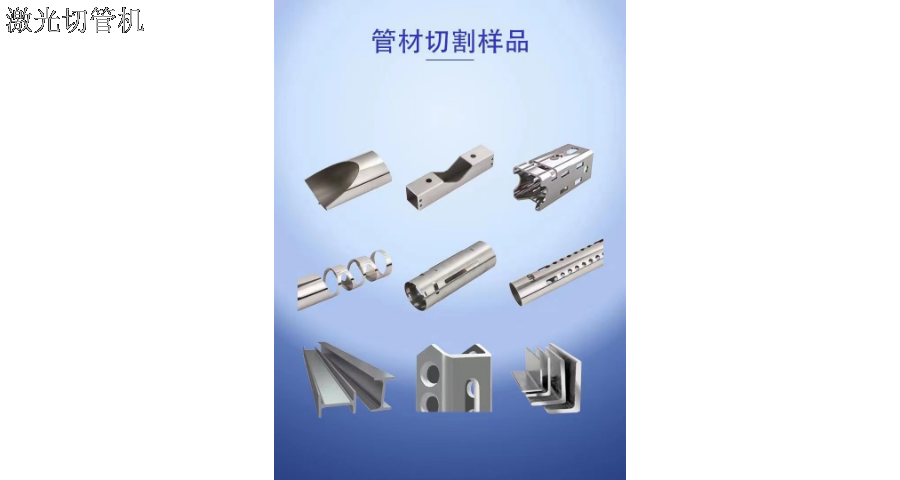
激光切管机
随着科技的不断发展,激光切管机和光纤激光器的功率也在不断提高。目前,市场上已经出现了6万瓦以上的激光切管机和光纤激光器,它们的出现将会给金属加工行业带来哪些变革呢?首先,6万瓦以上的激光切管机和光纤激光器将会更加高效。由于功率的提高,激光束的能量密度也会随之提高,这将会使切割速度更快,生产效率更高。同时,由于激光束的能量密度更高,切割质量也会更好,切割面更加光滑,无毛刺,无变形,可以满足更高精度的切割需求。安徽低功率激光切管机江苏锐凌焊割科技有限公司是一家专业提供激光切管机的公司,有需求可以来电购买激光切管机!
光路检查:检查激光器的输出功率是否符合要求,一般要求输出功率稳定在设备额定功率的90%以上。2.检查激光器的光束质量是否符合要求,一般要求光束质量小于1.5。3.检查激光器的光束直径是否符合要求,一般要求光束直径小于0.3mm。4.检查光路系统的对准是否正确,光路是否清洁,是否有灰尘或污垢。5.检查光路系统的光学元件是否损坏或磨损,如有需要及时更换。检查气源的压力是否稳定,一般要求气源压力在0.6-0.8MPa之间。锐凌焊割科技
激光器产生高功率的激光束,反射镜将激光束导向到聚焦镜,聚焦镜将激光束聚焦到切割头上,切割头将聚焦的激光束作用于金属表面进行切割。光路系统技术特点:高精度聚焦万瓦级激光切管机的光路系统采用了高精度的聚焦技术,能够将激光束聚焦到微米级别,从而确保切割的精度和稳定性。高功率密度万瓦级激光切管机的光路系统能够产生高功率密度的激光束,从而在短时间内完成大面积的金属切割。动态调节光路系统采用了动态调节技术,可以根据切割材料的厚度和种类自动调整激光束的参数,从而确保切割质量和效率。激光切管机,就选江苏锐凌焊割科技有限公司,有需求可以来电购买激光切管机!
切割速度切割速度是光纤激光切管机的重要性能指标之一,通常以米/分钟(m/min)为单位表示。切割速度越快,生产效率越高,但同时也会影响切割质量和设备的稳定性。切割精度切割精度是光纤激光切管机的重要性能指标之一,通常以毫米(mm)为单位表示。切割精度越高,切割质量越好,但同时也会影响切割速度和设备的稳定性。切割厚度切割厚度是光纤激光切管机的重要性能指标之一,通常以毫米(mm)为单位表示。切割厚度越大,切割质量越好,但同时也会影响切割速度和设备的稳定性。江苏锐凌焊割科技有限公司激光切管机值得用户放心。福建激光切管机厚度
江苏锐凌焊割科技有限公司致力于提供激光切管机,竭诚为您服务。湖北6000W激光切管机厂家
如果在加工过程中严格控制激光切割工艺参数,就能保持此类材料的良好耐腐蚀性。而影响不锈钢切割质量重要的工艺参数是切割速度、激光功率、气压等。1、产生点滴状的细小规则毛刺可能原因(1)焦点太低(2)进给速率太高解决方法(1)抬高焦点(2)减小进给速率2、两边都产生长的不规则的细丝状毛刺,大板材的表面变色可能原因(1)进给速率太低(2)焦点太高(3)气压太低(4)材料太热解决方法(1)增加进给速率(2)降低焦点(3)加大气压(4)冷却材料3、只在切割边缘的一边产生长的不规则的毛刺可能原因(1)喷嘴未对中(2)焦点太高(3)气压太低(4)速度太低解决方法(1)对中喷嘴(2)降低焦点(3)加大气压(4)提高速度4、材料从上面排出可能原因(1)功率太低(2)进给速率过大(3)气压太高解决方法(1)出现此情况立即按暂停按钮,以防止熔渣飞溅到聚焦镜上。(2)增加功率(3)减小进给速率(4)减小气压5、除了以上常见问题,还可能出现切割边缘发黄问题可能原因氮气里含有氧气杂质解决方法使用质量好、纯度高的氮气。湖北6000W激光切管机厂家