商机详情 -
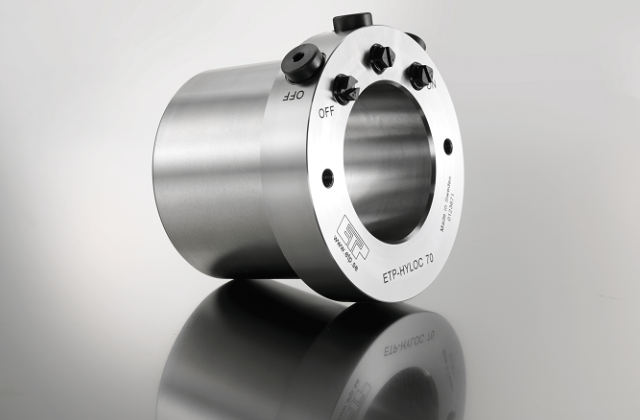
瑞典机械涨套原厂
在现在的机械工程加工中,轴与孔的连接是司空见惯的,但是这种轴与孔的连接的精度直接影响到零件加工的效率和精度,同时对刀具和设备的磨损也具有重大的影响。在刀具加工的应用为例,在理想情况下,刀具的所有齿都应参与切削,从而实现全齿均衡切削,在这种工作状态下,加工零件的精度比较高、表面粗糙度小,设备和刀具的磨损比较低。但是实际情况主要有以下四个方面的因素制约了这种均衡切削、设备主轴的旋转精度;刀具的制造精度;各种原因(设备的震动、设备的刚性、动平衡等)引起的刀具震动;为突出的是刀具与设备主轴的连接方式和精度。选用瑞典进口的ETP液压涨以上问题都能帮解决。精密制造,液压胀套确保连接精度,提升设备性能。瑞典机械涨套原厂

ETP-MINI可用于连接带键槽的轴。如需经常装拆涨套,应定期对各螺纹进行润滑,这对于不锈钢产品尤其重要。拆卸至少将其中一个螺丝完全松开并拧进法兰上的拆卸用螺纹孔里,拧螺丝时,涨套的内、外轴套便自动分开。为避免损坏螺纹孔,应将2颗螺丝都拆下并用于拆卸。先将两个安装螺丝松开,再用尖的螺丝批插到内、外轴套的法兰之间,也可以把它们分开。公差我们建议与ETP-MINI以及ETP-MINIR系列(不锈钢)连接的轴公差为:H10-k6,轮毂公差为H8。安徽进口联轴器报价独特的油压平衡设计,使液压胀套具有更好的平衡性能。

ETP-MINI安装将轴和轮毂表面擦干净后,可以涂少许稀的机油,这样安装更容易,且对涨套传递扭矩的能力影响很有限。如果需要ETP-MINI传递样本上对应的扭矩值,则应该用扭矩扳手来安装涨套。如需更换螺丝,应选择符合要求的产品,即普通钢螺丝按DIN912标准的12.9,不锈钢螺丝按DIN912标准的A4。当我们拧紧螺丝时,内、外轴套之间会产生轴向相对运动,也就是说轮毂会跟着涨套在轴上移动,轴向位移量的大小取决于4个接触面之间间隙的大小,因此需要对每个使用场合分别测量才能得知。拧螺丝前,可将涨套放置在与其轴向位移相反的方向,并预留位移量,便可抵消它的轴向位移。
流体传动与控制技术是现代机械工程的基本技术构成,也是现代控制工程的基本技术要素。由于由于其本身的独特的技术优势,使得它在现代化农业、制造业、能源工程、化学与生物工程、交通运输与物流工程、采矿与冶金工程、油气探采与加工、建筑与公共工程、水利与环保工程、航天与海洋工程、生物与医学工程、科学实验装置、工等领域获得了广泛的应用,成为现代化进程中不可替代的一项重要技术。液压传动(液压涨套)是以油或油水混合物作为工作介质(也可以说是传动件),通过液体的压力能实现能量传递的传动方式,其应用和发展实践表明它具有传动平稳,能在大范围内实现无级调速,便于实现复杂动作等优点。与机械传动、电气传动相比,它还具有能容量大的特点。在较小的重量和尺寸下,可以传递较大的功率,易获得很大的力或力矩。优良的动平衡性能,液压胀套让您的设备更可靠。
由于刀具轴孔与主轴存在配合公差,由此造成二者之间的间隙通常在0.05mm左右,另一种情况是,由于刀具轴孔与主轴的连接不合理,造成刀具装夹不正、精度不高,且极易磨损,磨损后装夹精度无法保证。由此两种情形导致刀具在旋转轴上的偏心运动,致使刀具刃口在旋转时产生径向圆跳动,在这种工作状态下加工零件必然造成刀齿的不均衡切削,加工零件的精度无法提高和表面粗糙度无法降低,设备和刀具的磨损加剧。传统的刀具夹紧采用机械固定的方法,存在四个方面的不足:装夹费时、费力,导致生产效率下降;连接方式不佳,导致刀具不易夹正;夹紧力不均,易造成夹具和刀具的损坏,夹紧力大小的差异,造成夹紧固定效果不同,**终导致批量加工的产品质量不稳定。ETP液压涨套就一个螺丝,使安装变的方便 ,快捷,受压均匀。液压胀套,适应高转速,确保设备长期稳定运行。南通传动联轴器报价
特殊的油道设计,使液压胀套具有更好的密封性能。瑞典机械涨套原厂
ETP-OCTOPUS 公差要求:轴公差:f7,轮毂公差:H7(间隙配合)或N7(轻微过盈配合),也可以不用轮毂。工作温度,取决于系统中液压胀紧套周围的部件,如进油软管,接口等。压力介质所有的液压油都可以用。除尘圈是为防止各接触面的非正常磨损,建议在液压胀套上装一个防尘圈,防止轴表面的污渍。可以将防尘圈装在一个圆环中,再把他们用螺丝与法兰拧紧。产口品的装卸次数主要是由其所使用的压力决定的,以下是我方提供的经验数据:P=300bar时,约500000次。P=305bar时,约300000次。P=450bar时,约100000次。装卸压次数越多,对轴套产生的疲劳破坏就越大。瑞典机械涨套原厂