商机详情 -
重庆mes生产管理系统
MES系统的设备管理模块,通过实时监控设备的运行状态和维修历史,能够预测设备的维护需求,实现预防性维护。这种预防性维护方式,不只可以避免设备故障导致的生产中断和损失,还能延长设备的使用寿命,降低维修成本。同时,设备管理模块还能对设备的维修过程进行管理,确保维修工作的及时性和有效性。MES系统的物料管理模块,实现了对物料的全方面管理,包括物料的采购、入库、出库、盘点等。通过实时更新物料库存信息,该模块能够确保物料的及时供应和合理利用,避免物料短缺或过剩导致的生产中断和成本浪费。同时,物料管理模块还能对物料的使用情况进行跟踪和分析,为企业的物料采购和库存管理提供决策依据。生产协同:MES系统提升企业内部各部门的协同能力,确保生产计划的顺利执行。重庆mes生产管理系统

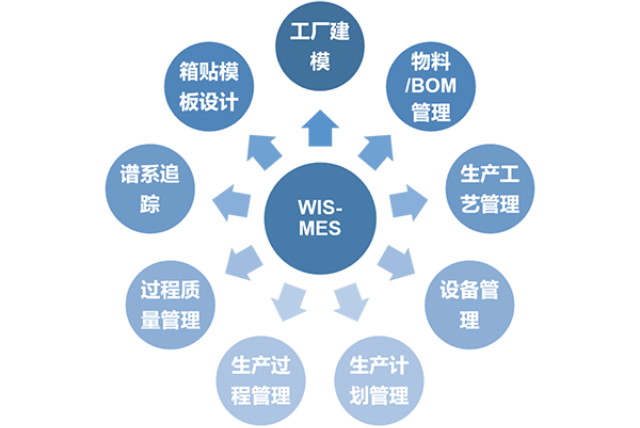
MES系统通常包括生产计划与调度、物料管理、质量管理、设备管理、人员管理等多个功能模块。这些模块相互协作,共同支撑起MES系统的整体功能。在架构上,MES系统一般采用分层设计,包括数据采集层、数据处理层、应用层等。数据采集层负责从生产现场收集数据;数据处理层对数据进行处理和分析;应用层则提供用户界面和业务逻辑,实现各种管理功能。生产计划与调度是MES系统的关键功能之一。它能够根据企业的生产需求、资源状况等因素,自动制定合理的生产计划,并实时调整生产调度。通过MES系统,企业可以更加准确地掌握生产节奏,避免生产过剩或生产不足的情况,从而提高生产效率和资源利用率。河南mes鼎捷基于实时数据,管理层能够做出决策。

MES系统的生产执行与监控模块,通过实时采集生产现场的数据,如设备状态、生产数量、工时消耗等,为管理者提供准确的生产进度和现场情况反馈。这种实时性和准确性,使得企业能够及时发现并解决生产中的问题,避免生产中断和浪费。同时,该模块还能对生产数据进行深入分析,为企业的生产决策提供有力支持。MES系统的质量管理模块,覆盖了从原材料入库到成品出厂的整个过程。它不只能够记录和分析生产过程中的质量数据,还能对质量问题进行追溯和定位,确保产品质量的可控性和可追溯性。通过质量管理模块,企业可以及时发现并解决质量问题,提高产品质量和客户满意度。
物料管理是MES系统的重要组成部分。MES系统能够实时追踪物料的流动情况,包括物料的入库、出库、库存等信息。通过MES系统,企业可以更加准确地掌握物料的库存状况,避免物料短缺或积压的情况,从而保证生产的顺利进行。同时,MES系统还可以对物料进行质量追溯,确保产品质量的可控性。质量管理是MES系统的又一关键功能。MES系统能够实时采集生产过程中的质量数据,对产品质量进行实时监控和分析。通过MES系统,企业可以及时发现质量问题,采取相应的措施进行改进,从而提高产品质量和客户满意度。此外,MES系统还可以对质量数据进行统计分析,为企业提供质量改进的方向和依据。信息整合:整合供应链中的信息,实现信息的共享和协同,提高供应链效率。
MES系统的质量管理:MES系统在质量管理方面发挥着重要作用。它能够追踪和记录生产过程中的每一个细节,包括原料使用、设备状态、操作员信息等。当质量问题出现时,MES系统能够迅速定位原因,并采取相应的措施进行处理。这种全方面的质量监控和管理能力有助于企业提升产品质量水平,增强客户满意度和市场竞争力。MES系统的设备管理:MES系统能够实时监控设备的运行状态,及时发现设备故障并进行预警。通过制定设备维护计划,MES系统能够定期对设备进行维护保养,延长设备使用寿命。此外,MES系统还能对设备的运行效率进行分析,提出设备优化方案,提高设备利用率。Mes在生产环节的人才培养中有联系。山东智能工厂mes系统
无缝集成:MES系统能够与企业现有的ERP、SCM等系统无缝集成,实现信息的共享和协同。重庆mes生产管理系统
智能化使得MES系统能够自动分析和优化生产过程;云端化使得MES系统能够跨地域、跨平台进行协同管理;集成化使得MES系统能够与企业内外的各种系统进行无缝连接;定制化使得MES系统能够更加符合企业的个性化需求。同时,随着物联网、大数据、人工智能等新技术的不断涌现和应用,MES系统也将不断创新和发展,为制造业的转型升级和高质量发展提供有力支撑。MES系统,作为制造企业的关键信息化工具,扮演着连接上层计划管理与下层生产控制的桥梁角色。它实时收集、处理并分析生产现场数据,为管理者提供准确的生产进度、质量状况、设备状态等关键信息,从而助力企业实现生产过程的透明化、可控化和优化。MES系统的重要性不言而喻,它不只是提升生产效率、降低成本、保证产品质量的得力助手,更是企业实现智能制造、数字化转型的关键一环。重庆mes生产管理系统