商机详情 -
mes一体化管理系统厂家
物料管理是MES系统的重要组成部分。MES系统通过实时采集物料数据,包括物料的入库、出库、库存量、位置等信息,实现物料的准确管理。同时,MES系统还能对物料进行追溯,从原材料到成品,每一个环节都能被详细记录。这种追溯能力对于确保产品质量、追溯问题源头、提升客户满意度具有重要意义。质量控制是MES系统的另一大关键功能。MES系统通过实时采集生产过程中的质量数据,如产品检测数据、工序质量数据等,对生产过程进行质量控制。同时,MES系统还能对质量数据进行统计分析,找出质量问题的根源,提出改进措施。这种质量控制与改进能力能够明显提升产品质量,降低不良品率,提升企业的市场竞争力。Mes在生产管理的资源循环利用中有价值。mes一体化管理系统厂家
MES系统在制造业的各个领域都有普遍的应用,如汽车制造、电子制造、食品加工、医药制造等。不同行业的MES系统具有不同的特点和功能,以满足行业的特殊需求。通过案例分享,我们可以看到MES系统在不同行业中的成功应用和实践经验。这些案例不只为企业提供了宝贵的参考和借鉴,也展示了MES系统在提升生产效率、降低成本、保证产品质量等方面的明显成效。随着制造业的不断发展和技术的不断进步,MES系统也将迎来新的发展机遇和挑战。MES系统将更加智能化、云端化、集成化和定制化。mes一体化管理系统厂家Mes对生产过程的优化具有引导性。
设备管理是MES系统不可或缺的一部分。MES系统能够实时监控设备的运行状态,包括设备的开机、停机、故障等状态信息。同时,MES系统还能根据设备的运行数据和维修历史,预测设备的维修需求和故障风险,提前进行设备维护与保养。这种设备管理与维护能力能够延长设备使用寿命,降低设备维修成本,提高设备利用率。人员管理也是MES系统的重要功能之一。MES系统能够记录员工的基本信息、工作时长、工作效率等数据。通过这些数据,企业可以对员工进行绩效评估,了解员工的工作表现和工作效率。同时,MES系统还能根据绩效评估结果,为员工制定个性化的培训计划和职业发展路径。这种人员管理与绩效评估能力能够激发员工的工作积极性和创造力,提升企业的整体绩效。
MES系统的未来展望:随着制造业的不断发展和技术的不断进步,MES系统将继续演进和发展。未来的MES系统将更加智能化、云端化、移动化和集成化,为制造企业带来更大的价值和竞争力。同时,随着物联网、区块链等新技术的不断涌现,MES系统也将不断引入新的技术和功能以满足企业不断变化的需求。因此,企业应密切关注MES系统的发展趋势和技术创新动态以便及时把握机遇并应对挑战。MES系统是一种位于企业上层计划管理系统与底层工业控制之间的面向车间层的管理信息系统。它通过集成车间生产全过程中的各类数据,为生产管理人员提供实时的生产信息,帮助他们做出决策,优化生产过程。MES系统的关键功能包括生产调度、生产执行、质量控制、设备维护、物料管理等,旨在提高生产效率、降低生产成本、提升产品质量。Mes有助于提升生产效率的上限。

MES系统将更加注重人工智能、机器学习等先进技术的应用,实现生产过程的自主优化和智能决策。通过引入这些技术,MES系统能够自动分析生产数据、预测生产需求、优化生产计划等,提高企业的生产效率和盈利能力。同时,MES系统还将与物联网、大数据等技术进行深度融合,实现生产过程的全方面感知和智能控制。为了满足不同企业的生产需求和业务特点,MES系统提供了定制化与个性化服务。企业可以根据自身的生产流程、工艺要求等定制MES系统的功能模块和界面风格,使系统更加符合企业的实际需求。灵活适应:能够适应不同规模和类型的制造企业,支持多样化的生产流程和业务需求。mes一体化管理系统厂家
Mes在生产活动的企业发展中有帮助。mes一体化管理系统厂家
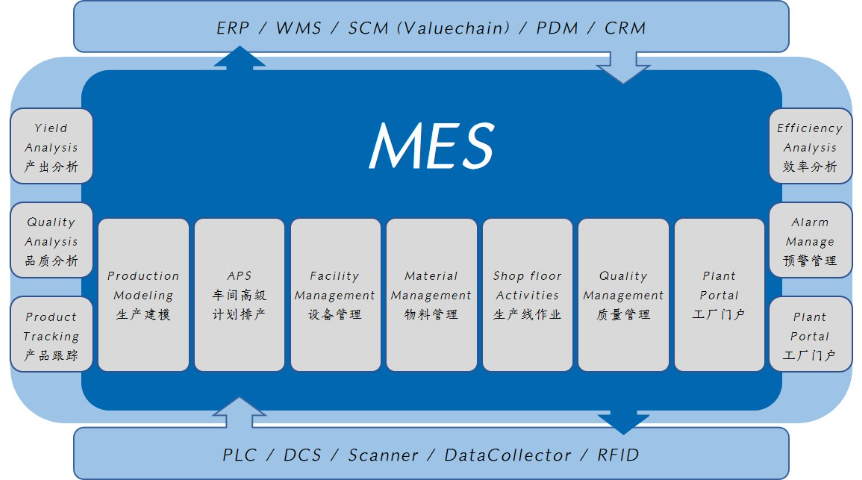
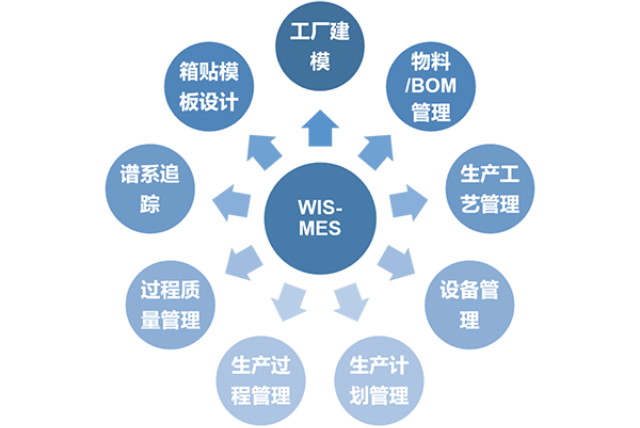
MES通常包含多个关键功能模块,以满足生产管理的多方位需求。其中,生产计划与调度模块负责根据上层计划系统下达的生产任务,结合车间实际情况,制定详细的生产计划和调度方案;生产执行与控制模块则负责监控生产过程的各个环节,确保生产按照计划顺利进行;质量控制模块则对生产过程中的产品质量进行实时监控和检测,确保产品质量符合标准;设备管理模块则负责设备的维护、保养和故障处理,确保设备的正常运行;数据采集与分析模块则负责收集生产过程中的各类数据,并进行分析和处理,为管理层提供决策支持。mes一体化管理系统厂家