商机详情 -
mes管理方法
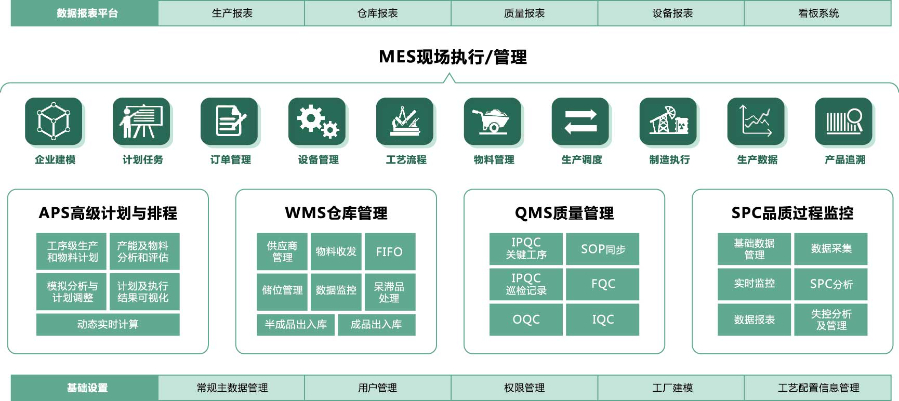
MES系统,即制造执行系统,是制造业信息化领域中的关键组成部分。它位于企业资源计划(ERP)与过程控制系统(如PLC、DCS等)之间,起到桥梁与纽带的作用。MES系统通过实时采集、监控、分析生产现场的数据,优化生产流程,提高生产效率,确保产品质量,降低生产成本。在智能制造和工业4.0的背景下,MES系统的重要性日益凸显,成为提升企业竞争力的关键手段。MES系统通常包含多个关键功能模块,如生产计划与调度、物料管理、质量管理、设备管理、人员管理、数据采集与集成等。Mes在生产环节的人才培养中有联系。mes管理方法

MES系统支持定制化开发,能够根据企业的实际需求进行功能定制和界面设计。这种定制化使得MES系统更加符合企业的实际运营情况,提高系统的实用性和易用性。同时,MES系统还具有良好的灵活性,能够随着企业业务的发展和变化进行适应和调整,确保系统的持续可用性和有效性。MES系统作为企业的关键信息化工具,其安全性和可靠性至关重要。系统采用先进的安全技术和措施,如加密传输、访问控制、数据备份等,确保系统的数据安全性和稳定性。同时,MES系统还经过严格的测试和验证,确保其在各种复杂环境下的可靠性和稳定性。这种安全性和可靠性,使得企业能够放心地使用MES系统,实现生产过程的数字化和智能化管理。mes管理方法智能决策支持:MES系统提供智能决策支持功能,帮助企业快速作出决策。
MES系统的人员管理模块,通过记录和分析员工的工作效率、工作质量等数据,为企业的人力资源管理提供有力支持。该模块能够合理安排员工的工作任务和工作时间,提高员工的工作效率和工作满意度。同时,人员管理模块还能对员工的培训和发展进行管理,促进员工的个人成长和企业的持续发展。MES系统具有良好的集成性和协同性,能够与企业上层的管理系统(如ERP、CRM等)和底层的生产控制设备(如PLC、DCS等)进行无缝集成。这种集成和协同,使得企业能够实现信息的共享和流通,提高整体运营效率和管理水平。同时,MES系统还能与其他系统进行数据交换和互动,实现跨系统的协同工作。
物料管理是MES系统的重要组成部分。MES系统通过实时采集物料数据,包括物料的入库、出库、库存量、位置等信息,实现物料的准确管理。同时,MES系统还能对物料进行追溯,从原材料到成品,每一个环节都能被详细记录。这种追溯能力对于确保产品质量、追溯问题源头、提升客户满意度具有重要意义。质量控制是MES系统的另一大关键功能。MES系统通过实时采集生产过程中的质量数据,如产品检测数据、工序质量数据等,对生产过程进行质量控制。同时,MES系统还能对质量数据进行统计分析,找出质量问题的根源,提出改进措施。这种质量控制与改进能力能够明显提升产品质量,降低不良品率,提升企业的市场竞争力。Mes负责协调生产线上的各个环节。

生产计划与调度模块负责根据订单需求和生产能力制定生产计划,并实时调整生产调度;物料管理模块则负责物料的入库、出库、库存管理及物料追溯;质量管理模块对生产过程进行质量控制,确保产品质量符合标准;设备管理模块监控设备的运行状态,进行设备维护与保养;人员管理模块则负责员工考勤、工时统计及绩效评估;数据采集与集成模块则负责实时采集生产现场数据,并与其他系统进行数据交换与集成。MES系统的生产计划与调度优化功能是其关键优势之一。通过先进的算法和模型,MES系统能够根据订单需求、生产资源状况、工艺流程等因素,自动制定较优的生产计划和调度方案。同时,MES系统还能实时监控生产进度和资源状况,及时调整生产计划和调度,以应对生产过程中的突发情况。这种优化能力能够明显提高生产效率,降低生产成本,提升企业的响应速度和灵活性。MES系统实时监控生产过程,确保每一道工序的准确无误。mes管理方法
Mes在生产管理的风险防控中有作用。mes管理方法
智能化使得MES系统能够自动分析和优化生产过程,提高生产效率和产品质量;云端化使得MES系统能够跨地域、跨平台进行协同管理,降低企业的IT投入和维护成本;集成化使得MES系统能够与企业内外的各种系统进行无缝连接,实现信息的共享和流通;定制化使得MES系统能够更加符合企业的个性化需求,提高系统的实用性和易用性。同时,随着物联网、大数据、人工智能等新技术的不断涌现和应用,MES系统也将不断创新和发展,为制造业的转型升级和高质量发展提供有力支撑。mes管理方法