商机详情 -
江苏食品工业污水处理设备
新长江环保的外置式 MBR 设备,是垃圾渗滤液处理工艺中的关键重点装备,采用德国原装进口 MEMOS 管式超滤膜,结合公司自主研发的膜组件安装与控制系统,实现高效泥水分离。该设备针对渗滤液中高浓度悬浮物、胶体及复杂有机物,通过膜的截留作用,将活性污泥与处理水彻底分离,出水浊度可稳定控制在 0.5NTU 以下,为后续 NF/RO 深度处理提供高质量进水。在山东某垃圾填埋场渗滤液处理项目中,外置式 MBR 设备与传统生化工艺配合,日处理渗滤液 150 吨,污泥截留率达 99.5%,生化反应池内微生物浓度提升 30%,COD 去除率从传统工艺的 75% 提升至 88%,设备连续运行 180 天无膜污染问题,维护成本降低 25%。智慧污水处理系统通过 AI 调控工艺参数,让处理效率提升 10% 以上。江苏食品工业污水处理设备

污水处理厂的除臭技术对于改善污水处理厂周边的空气质量、减少对居民生活的影响至关重要,污水处理厂产生的恶臭气体主要来源于格栅间、沉砂池、生化反应池、污泥消化池等环节,主要成分有硫化氢、氨气、甲烷、挥发性有机物等。常见的除臭技术有物理除臭法、化学除臭法和生物除臭法,物理除臭法通过吸附、吸收等方式去除恶臭气体,如采用活性炭吸附塔吸附恶臭气体,或采用水喷淋吸收塔将恶臭气体溶解在水中;化学除臭法通过与恶臭气体发生化学反应,将其转化为无害物质,如向恶臭气体中喷洒氧化剂、酸碱溶液等;生物除臭法利用微生物的代谢作用,将恶臭气体中的有害物质分解为无害的二氧化碳、水和氮气等,常见的生物除臭设备有生物滤池、生物滴滤塔等。某污水处理厂采用 “生物滤池 + 活性炭吸附” 的组合除臭工艺,处理后的恶臭气体中硫化氢浓度从原来的 50mg/m³ 降低至 0.03mg/m³ 以下,氨气浓度从 30mg/m³ 降低至 0.1mg/m³ 以下,恶臭气体排放达到国家恶臭污染物排放标准,周边居民对污水处理厂的投诉量减少了 90% 以上。浙江大流量污水处理系统供应膜分离技术中的反渗透膜,能有效截留污水中的盐分和小分子有机物,实现深度净化。

新长江环保的旋流分离器,针对含油废水、砂水混合物等特定污水,实现油、水、砂分离,如在餐饮废水处理中,可去除浮油与乳化油;在渗滤液预处理中,分离砂粒与无机颗粒物,保护后续设备。该设备通过流体旋转产生的离心力,将密度不同的物质分离,分离效率达 90% 以上,且结构简单、无运动部件,维护成本低。在广东某餐饮集中区废水处理项目中,旋流分离器日处理废水 100 吨,进水含油量 80mg/L,处理后含油量 < 10mg/L,后续生化处理负荷降低 20%,COD 去除率提升 10%,同时回收的废油可交由专业机构处置,实现资源回收。
污水处理可减少疾病传播,保障公众身体健康。污水中含有大量细菌、病毒、寄生虫卵等病原微生物,若未经处理直接排放,可能通过饮用水、接触等途径传播霍乱、伤寒、痢疾等传染病。污水处理过程中的消毒环节,如投加次氯酸钠、紫外线照射等,能有效杀灭这些病原微生物,降低疾病传播风险。某城中村在未建设污水处理设施前,因生活污水随意排放,每年夏季腹泻类疾病发病率达 15%。建成小型污水处理站并对出水进行严格消毒后,腹泻类疾病发病率降至 2% 以下,居民健康水平明显提升,凸显了污水处理在公共卫生安全保障方面的重要优势。高效脱色剂的使用,可快速去除纺织印染废水中的色素,提升出水透明度。
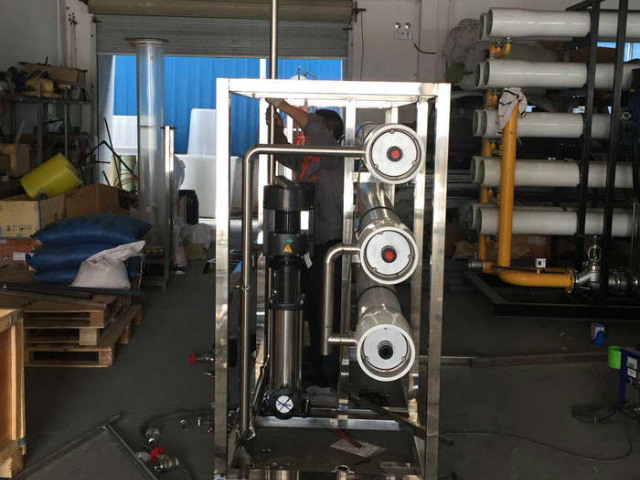
公司自主研发的膜分离设备(含超滤、纳滤、反渗透),是污水处理深度净化与资源化利用的重点技术装备,广泛应用于中水回用、海水淡化、工业纯水制备等场景。超滤膜设备采用 PVDF 材质中空纤维膜,孔径 0.01-0.1μm,能有效截留水中的悬浮物、胶体、细菌、病毒等,出水浊度低于 0.1NTU,SDI(污染指数)≤3,可作为反渗透系统的预处理;纳滤膜设备能截留水中的二价及以上离子、有机物(分子量 200-1000Da),在苦咸水淡化、提纯、染料废水脱色等领域应用普遍;反渗透膜设备采用进口复合反渗透膜,脱盐率可达 99.5% 以上,能将高盐废水转化为纯水,满足工业生产用水或饮用水标准。膜分离设备配备全自动清洗系统和在线监测装置,可根据膜污染情况自动进行化学清洗或物理清洗,延长膜组件使用寿命(3-5 年);且采用节能型高压泵和变频控制系统,能耗比传统设备降低 15%-20%,为用户提供高效、节能的水资源循环利用解决方案。污水处理能保护海洋生态,减少沿海城市污水直排对海洋生物的危害。浙江大流量污水处理系统供应
污水处理能减少温室气体排放,助力国家实现碳达峰、碳中和的战略目标。江苏食品工业污水处理设备
针对高浓度化工废水处理,公司推出的催化氧化污水处理设备,融合 “催化剂 + 氧化剂” 协同作用,大幅提升难降解有机物的降解效率。该设备采用负载型贵金属催化剂(如铂、钯负载于活性炭或氧化铝载体),搭配过氧化氢、臭氧等氧化剂,在常温常压下即可启动催化氧化反应,将废水中的苯、甲苯、二甲苯、硝基苯等难降解有机物氧化分解为 CO₂、H₂O 及小分子有机酸。催化氧化设备的 COD 去除率可达 60%-85%,且能显著提高废水的可生化性(B/C 比从 0.1 提升至 0.3 以上),为后续生物处理创造条件。设备采用模块化反应器设计,反应效率高,停留时间短(1-2 小时);催化剂使用寿命长(可达 2-3 年),且易回收再生;同时设置尾气处理系统,避免氧化剂泄漏造成二次污染。在农药、染料、医药中间体等化工废水处理项目中,该设备已成功解决高浓度、高毒性废水的预处理难题,助力企业实现废水达标排放。江苏食品工业污水处理设备