商机详情 -
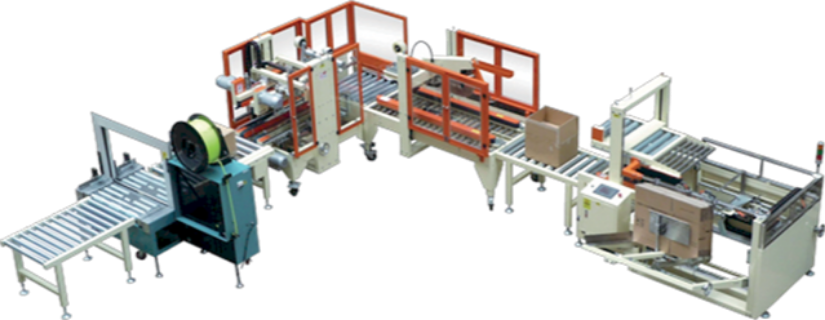
河南酒类包装生产线
颗粒自动包装生产线设备是现代制药、食品及化工等行业不可或缺的高效自动化工具。这一系统集成了计量、充填、封口、贴标、检测和输送等多个关键环节,实现了从原料到成品的全自动化处理。在制药行业中,精确的计量和密封技术是确保药品质量与安全的关键,颗粒自动包装线通过高精度的传感器和机械臂,能够准确无误地完成药品的分装与打包,提高了生产效率和产品合格率。同时,其智能化的控制系统可根据不同产品的包装需求进行灵活调整,减少了人工操作的误差和时间成本。该设备还具备良好的清洁与消毒功能,符合GMP(良好生产规范)标准,为生产高质量药品提供了有力保障。灌装生产线全程可视化,生产透明化管理。河南酒类包装生产线

全自动包装生产线的引入,对于企业的生产管理和质量控制也带来了深远的影响。通过集成的信息系统,生产数据可以实时采集和分析,帮助企业实现对生产过程的全方面监控。一旦某个环节出现异常,系统能够立即发出警报,并提示解决方案,有效避免了潜在的质量问题和生产延误。同时,这种数字化的管理方式还为企业提供了丰富的数据支持,有助于优化生产计划、减少浪费、提升资源利用率。全自动包装生产线还减少了人为因素的干扰,使得产品质量更加稳定可靠,进一步提升了消费者的满意度和品牌信誉。总之,全自动包装生产线是推动制造业向智能化、高效化发展的关键力量。河南酒类包装生产线酸奶灌装生产线,酸甜可口助消化。
小袋装大袋二次包装生产线设备的设计充分考虑了灵活性和可扩展性,能够适应不同尺寸、形状和材质的小袋与大袋包装需求。设备采用模块化设计,各功能单元可以单独运行或协同作业,使得生产线的配置和调整变得更加简便快捷。该设备还配备了先进的传感器和检测系统,能够实时监控包装过程中的各项参数,及时发现并纠正潜在的包装缺陷,从而保证了产品包装的完美无瑕。同时,其友好的人机交互界面和远程监控功能,使得操作人员能够轻松掌握生产线状态,进行高效的生产管理和维护。这些特点使得小袋装大袋二次包装生产线设备成为众多包装企业的理想选择,为企业的生产和发展提供了强有力的支持。
全自动颗粒包装生产线设备是现代制药、食品及化工等行业不可或缺的高效生产设备。该设备集成了先进的机械自动化技术和智能控制系统,从原料的输送、计量、充填到封口、贴标、检测以及成品输出,整个包装流程实现了全自动化作业。这不仅极大地提高了生产效率,减少了人工干预,还确保了包装过程的稳定性和准确性。通过高精度的计量装置,每包颗粒的重量都能达到预设标准,避免了传统手工包装可能出现的误差。全自动颗粒包装生产线设备还配备了先进的传感器和监控系统,能够实时监测生产状态,及时发现并排除潜在故障,确保生产线的连续稳定运行。其智能化的管理系统可以根据生产需求灵活调整参数,满足不同产品的包装要求,为企业实现自动化、智能化生产提供了有力支持。红酒灌装生产线,保留原汁原味。

农药装生产线的优化升级,不仅关乎农业生产效率的提升,更是推动农业可持续发展的关键一环。随着环保意识的增强和法规政策的严格要求,现代农药装生产线更加注重绿色生产与节能减排。采用封闭式作业环境,有效减少有害气体的排放;循环利用水资源,降低生产过程中的水耗;同时,引入先进的废弃物处理系统,确保所有废弃物得到妥善处理,避免对环境造成二次污染。智能化的生产管理系统能够根据市场需求灵活调整生产计划,减少库存积压,降低资源浪费。这些举措不仅提升了农药生产企业的社会责任感,也为促进农业绿色转型,保障农产品安全,提供了坚实的技术支撑。化工产品灌装生产线,耐腐蚀性强。河南酒类包装生产线
白酒灌装生产线,传统工艺与现代技术结合。河南酒类包装生产线
酒类包装生产线设备的选择与应用,直接关系到酒企的生产效率和品牌形象。市场上,从基础的半自动设备到高度集成的全自动生产线,种类繁多,功能各异。对于大型酒企而言,全自动化的包装线不仅能大幅提高产能,还能通过集成的信息管理系统,实时监控生产数据,及时调整生产计划,以应对市场的快速变化。而对于中小型酒企,灵活配置的半自动设备则更为经济实用,它们往往拥有较高的性价比,能够满足小规模定制生产的需求。在选择设备时,酒企还需考虑设备的兼容性、易用性和售后服务等因素,确保所选设备能够与现有的生产工艺无缝对接,并在长期使用中保持稳定的性能。随着消费者对包装设计和环保要求的日益提高,酒类包装生产线设备也在不断升级,以适应市场对高质量、个性化包装的需求。河南酒类包装生产线