商机详情 -
山东全自动包装生产线厂家
自动包装生产线设备的发展正朝着更加灵活、智能的方向迈进。随着市场需求的日益多样化,定制化包装需求激增,现代自动包装线通过采用模块化设计、可编程控制器(PLC)及机器视觉技术,实现了快速换型与精确定位,能够灵活应对不同规格、材质的包装需求。同时,通过集成大数据分析与人工智能算法,设备能够自我优化运行参数,预测维护周期,进一步提升生产效率和能源利用率。这种智能化转型不仅增强了企业的市场竞争力,也为实现制造业的绿色可持续发展奠定了坚实基础。口服液灌装生产线,保证药品剂量精确。山东全自动包装生产线厂家

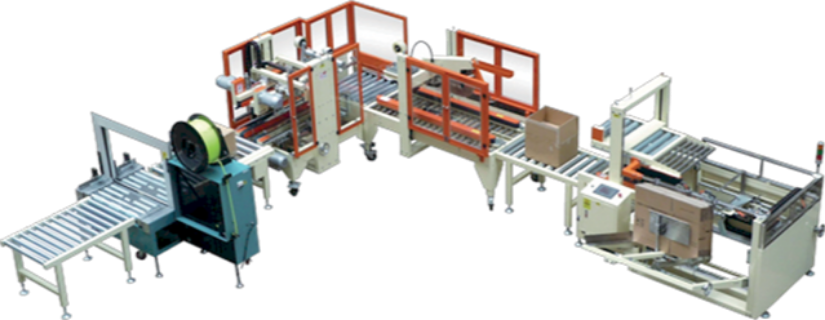
在电子商务蓬勃发展的当下,自动开箱封箱打包生产线的应用尤为普遍。面对海量的订单处理和快速发货的要求,传统的人工包装方式已难以满足市场需求。自动开箱封箱打包生产线通过高度集成的控制系统,实现了从订单接收到成品出库的全链条自动化管理。它能够根据订单信息自动选择合适的纸箱规格,快速完成开箱、填充保护材料、放置商品、封箱、贴快递单等一系列操作。这一个流程极大地缩短了订单的处理时间,提升了客户满意度。同时,该生产线还支持与企业的ERP、WMS等管理系统无缝对接,实现数据的实时同步与分析,为企业的决策提供有力支持。总之,自动开箱封箱打包生产线以其高效、灵活、智能的特点,正逐步成为推动现代物流和制造业转型升级的重要力量。自动数粒数片瓶装包装生产线厂家直供化妆品灌装生产线,美丽容颜添光彩。
糖浆灌装生产线是现代食品工业中不可或缺的一部分,它集成了高效的自动化技术与精密的控制系统,确保了糖浆类产品从原料处理到成品包装的每一步都能达到高质量标准。在这条生产线上,原料糖浆首先经过精密的过滤与调配系统,确保糖浆的纯净度与口味的稳定性。随后,通过高效的加热与灭菌设备,有效杀灭微生物,保障产品的安全性。灌装环节是整个生产线的重要,采用先进的定量灌装技术,能精确控制每瓶糖浆的容量,同时,高速旋转的机械臂确保灌装速度与准确性。包装部分则利用自动化机械进行贴标、装箱与码垛,提高了生产效率,减少了人工成本。整个糖浆灌装生产线不仅提升了产品质量,还通过智能化管理,实现了生产数据的实时监控与分析,为企业的持续优化与升级提供了有力支持。
包装生产线设备是现代工业生产中不可或缺的重要组成部分,它们通过高度自动化和智能化的设计,极大地提高了产品的包装效率和质量。这些设备通常包括自动送料系统、包装机械臂、封装装置以及检测与分拣系统等,每一个环节都紧密相连,确保产品从生产到包装的流畅进行。例如,在食品行业,包装生产线设备能够快速而准确地完成食品的封装、贴标和装箱,有效避免了人工操作可能带来的污染和误差。这些设备还具备高度的可定制性,可以根据不同产品的特性和包装需求进行调整,以满足市场的多样化需求。通过引入先进的包装生产线设备,企业不仅可以提升生产效率,还能在激烈的市场竞争中占据有利地位。灌装生产线支持多语言操作界面,方便国际使用。
酒类包装生产线设备的选择与应用,直接关系到酒企的生产效率和品牌形象。市场上,从基础的半自动设备到高度集成的全自动生产线,种类繁多,功能各异。对于大型酒企而言,全自动化的包装线不仅能大幅提高产能,还能通过集成的信息管理系统,实时监控生产数据,及时调整生产计划,以应对市场的快速变化。而对于中小型酒企,灵活配置的半自动设备则更为经济实用,它们往往拥有较高的性价比,能够满足小规模定制生产的需求。在选择设备时,酒企还需考虑设备的兼容性、易用性和售后服务等因素,确保所选设备能够与现有的生产工艺无缝对接,并在长期使用中保持稳定的性能。随着消费者对包装设计和环保要求的日益提高,酒类包装生产线设备也在不断升级,以适应市场对高质量、个性化包装的需求。灌装生产线全程可视化,生产透明化管理。杭州包装生产线厂
灌装生产线优化灌装路径,缩短生产周期。山东全自动包装生产线厂家
大型包装生产线设备的选型与配置,往往需要综合考虑产品类型、产能需求、生产工艺以及成本控制等多个因素。不同的生产线可能需要定制化的解决方案,以确保设备能够完美适配生产流程,较大化生产效率。例如,在易碎品或液体产品的包装中,需要选用具有防震防漏功能的包装机械;而在高速生产的场景下,则更倾向于选择自动化程度高、故障率低的先进设备。设备的维护保养与更新换代也是企业持续发展的关键,定期的培训与技术支持能够确保操作人员熟练掌握设备技能,同时,紧跟市场趋势,适时引入新技术新设备,也是保持企业竞争力的有效手段。山东全自动包装生产线厂家