商机详情 -
多边形真空腔体加工服务流程
密封系统是圆筒形真空腔体性能的关键保障。设计时需考虑多种密封方式,如金属密封、橡胶密封、波纹管密封等,根据腔体的使用条件和要求选择合适的密封结构。为实现高效密封,常采用多层密封设计,并在密封面上涂覆润滑剂或密封胶,以降低摩擦和泄漏率。此外,还需设置检漏系统,定期对腔体进行检漏测试,确保真空度始终保持在规定范围内。圆筒形真空腔体的真空度维持,依赖于高效稳定的真空泵组及智能控制系统。泵组通常包括粗抽泵、主泵和维持泵,通过逐级抽气的方式,将腔体内的气体分子抽出,达到所需的真空度。控制系统则负责监控腔体内的真空度、温度等参数,并根据预设条件自动调节泵组的工作状态。同时,控制系统还具备报警和故障诊断功能,确保在出现异常情况时能及时响应和处理。通过腔体加工,我们可以将设计理念完美地转化为现实。多边形真空腔体加工服务流程
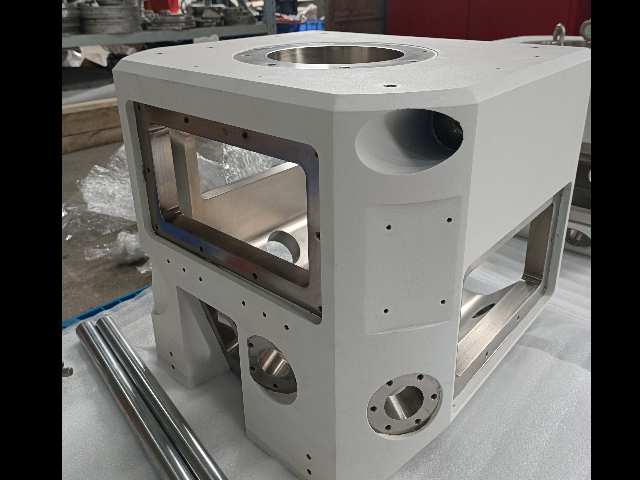
多边形镀膜机腔体加工是精密机械制造领域中的一项关键技术挑战。随着光电子、半导体及显示技术的飞速发展,对镀膜腔体的形状、尺寸精度及表面光洁度要求日益提高。多边形腔体设计不仅优化了镀膜过程中的光路布局,还提高了镀膜效率与均匀性。该项目涉及复杂的机械加工流程,包括材料选择、数控编程、高精度铣削、研磨抛光及质量检测等多个环节,旨在打造符合高标准要求的多边形镀膜机腔体,以满足市场对高质量镀膜产品的迫切需求。多边形真空腔体加工服务流程腔体加工技术的创新,为产品设计提供了更多的可能性。

随着科技的不断进步与产业结构的持续优化,真空炉体加工行业将迎来更加广阔的发展前景。一方面,随着新材料、新技术的不断涌现,真空炉体将向更高温度、更高真空度、更大尺寸及更复杂结构方向发展,以满足更多元化的应用需求。另一方面,智能化、绿色化将成为行业发展的主流趋势,推动真空炉体加工向更高效、更环保、更智能的方向迈进。同时,加强国际合作与交流,共同推动全球真空炉体加工技术的创新与发展,将为全球制造业的转型升级与可持续发展注入新的活力。
铝合金真空腔体的制造中,焊接技术至关重要。由于铝合金在高温下易氧化且熔点相对较低,传统的焊接方法难以满足要求。因此,常采用TIG(钨极惰性气体保护焊)或激光焊接等先进工艺,它们能在保护气氛下实现低热输入、快速冷却的焊接过程,有效减少焊接变形和裂纹的产生,同时保证焊缝的致密性和真空密封性。为提高铝合金真空腔体的耐腐蚀性和表面质量,通常需要进行表面处理。阳极氧化是常用的方法之一,它能在铝合金表面形成一层坚硬且耐腐蚀的氧化膜,同时增强涂层的附着力。此外,还可采用喷涂、化学镀镍等技术,进一步提高腔体的防护性能。这些表面处理措施不仅延长了腔体的使用寿命,也确保了其在恶劣环境下的稳定工作。腔体加工的工艺改进可以减少废品率和不良品率。

D型真空腔体往往由多个部件拼接而成,精密焊接技术是实现腔体密封性和结构完整性的关键。常见的焊接方法有氩弧焊、激光焊等,它们能在保证焊缝质量的同时,较大限度地减少热影响区和变形。焊接过程中需严格控制焊接参数,如电流、电压、焊接速度等,并采用真空或惰性气体保护,防止氧化和污染,确保焊接接头的强度和气密性满足设计要求。为提高D型真空腔体的使用寿命和性能,表面处理技术不可或缺。这包括喷砂、酸洗钝化、电化学抛光及真空镀膜等多种方法。喷砂可去除表面微小缺陷,增加粗糙度,为后续处理做准备;酸洗钝化能形成一层致密的氧化膜,提高材料的耐腐蚀性能;电化学抛光则能进一步细化表面,达到镜面效果;而真空镀膜技术则可在腔体内壁形成均匀的涂层,改善其表面特性,如反射率、润湿性等,满足特定应用需求。腔体加工,助力航空航天精密部件制造。多边形真空腔体加工服务流程
通过不断的学习和实践,我们可以不断提升腔体加工的技术水平。多边形真空腔体加工服务流程
立式真空储气罐的焊接质量直接关系到其整体强度和密封性能。我们采用先进的自动化焊接设备和工艺,如TIG焊、MIG焊及自动焊接机器人等,对罐体进行高精度焊接。焊接过程中,严格控制焊接参数,如电流、电压、焊接速度及层间温度等,确保焊缝质量均匀、无缺陷。焊后,进行严格的焊缝检测,包括外观检查、无损检测(如X射线探伤、超声波检测)及压力试验等,确保焊接质量符合标准。此外,通过卷板、压制等成型工艺,将平板材料加工成符合设计要求的罐体形状。多边形真空腔体加工服务流程