商机详情 -
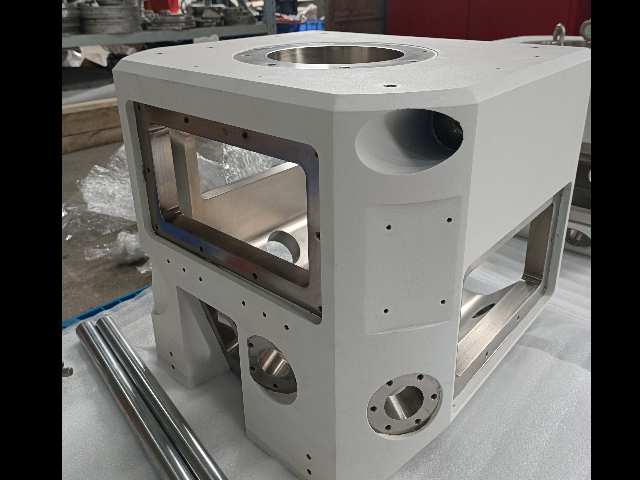
矩形真空腔体加工方案
铝合金真空腔体的制造中,焊接技术至关重要。由于铝合金在高温下易氧化且熔点相对较低,传统的焊接方法难以满足要求。因此,常采用TIG(钨极惰性气体保护焊)或激光焊接等先进工艺,它们能在保护气氛下实现低热输入、快速冷却的焊接过程,有效减少焊接变形和裂纹的产生,同时保证焊缝的致密性和真空密封性。为提高铝合金真空腔体的耐腐蚀性和表面质量,通常需要进行表面处理。阳极氧化是常用的方法之一,它能在铝合金表面形成一层坚硬且耐腐蚀的氧化膜,同时增强涂层的附着力。此外,还可采用喷涂、化学镀镍等技术,进一步提高腔体的防护性能。这些表面处理措施不仅延长了腔体的使用寿命,也确保了其在恶劣环境下的稳定工作。复杂结构腔体加工,展现工艺精湛。矩形真空腔体加工方案

D型真空腔体往往由多个部件拼接而成,精密焊接技术是实现腔体密封性和结构完整性的关键。常见的焊接方法有氩弧焊、激光焊等,它们能在保证焊缝质量的同时,较大限度地减少热影响区和变形。焊接过程中需严格控制焊接参数,如电流、电压、焊接速度等,并采用真空或惰性气体保护,防止氧化和污染,确保焊接接头的强度和气密性满足设计要求。为提高D型真空腔体的使用寿命和性能,表面处理技术不可或缺。这包括喷砂、酸洗钝化、电化学抛光及真空镀膜等多种方法。喷砂可去除表面微小缺陷,增加粗糙度,为后续处理做准备;酸洗钝化能形成一层致密的氧化膜,提高材料的耐腐蚀性能;电化学抛光则能进一步细化表面,达到镜面效果;而真空镀膜技术则可在腔体内壁形成均匀的涂层,改善其表面特性,如反射率、润湿性等,满足特定应用需求。西宁矩形真空腔体加工腔体加工的工艺参数的选择要考虑到加工效率和加工质量的平衡。

在高科技制造业中,镀膜机腔体的加工质量直接关系到产品的性能与品质。作为镀膜工艺的重要部件,腔体不仅需具备高度的尺寸精度与表面光洁度,还需承受高温、高压及腐蚀性气体等极端工作环境。因此,镀膜机腔体的加工过程显得尤为重要,它融合了精密机械加工、热处理、表面处理等多项先进技术,确保腔体在复杂工况下仍能稳定运行,为精密光学元件、半导体材料、电子元器件等领域的镀膜工艺提供坚实保障。镀膜机腔体的加工材料通常选用强度高的、耐高温、耐腐蚀的合金钢或不锈钢,如316L不锈钢、钛合金等。在加工前,需对原材料进行严格的质量检测,包括化学成分分析、力学性能测试等,确保材料符合设计要求。随后,通过精密的切割工艺将原材料切割成初步形状,为后续加工步骤打下坚实基础。此阶段的质量控制直接关系到产品的稳定性和使用寿命。
在不锈钢真空腔体的制造中,材料的选择至关重要。不锈钢因其出色的耐腐蚀性、良好的机械性能以及易于加工的特点,成为选择的材料。特别是一些特殊牌号的不锈钢,如304L、316L等,因其更低的碳含量和更高的镍、铬含量,更能抵抗高温氧化和化学腐蚀,适用于更为严苛的真空和高温环境。这些材料的选择不仅保证了腔体的长期稳定运行,也延长了其使用寿命。在半导体制造业中,不锈钢真空腔体扮演着举足轻重的角色。它们被普遍应用于芯片制造过程中的光刻、刻蚀、薄膜沉积等关键工艺环节。通过精确控制腔体内的真空度和温度,为半导体材料提供理想的生长和加工环境,从而确保芯片的高性能、高可靠性和一致性。此外,不锈钢真空腔体还具有良好的电磁屏蔽性能,有助于减少外界电磁干扰对半导体器件的影响。在竞争激烈的市场环境中,腔体加工技术的优势尤为明显。
在材料预处理完成后,多边形真空腔体的加工进入切割与初步成型阶段。根据设计图纸,使用高精度数控机床进行切割,确保腔体的尺寸精度和形状准确性。切割过程中还需注意控制切割速度和温度,以避免材料变形或产生裂纹。初步成型后,还需对腔体进行初步检验,确认其符合设计要求。多边形真空腔体的精加工是提升腔体性能和质量的关键步骤。精加工包括打磨、抛光等工艺,以消除加工过程中产生的毛刺、划痕等缺陷,使腔体表面达到光滑平整。定制化刀具路径,适应复杂腔体结构加工。江苏圆筒形真空腔体加工
精密腔体加工,确保产品内部结构准确无误。矩形真空腔体加工方案
多边形真空腔体的加工首先始于精细的设计与规划阶段。由于多边形腔体在结构和功能上的独特性,设计师需根据客户的具体需求,如使用场景、压力要求、温度控制等因素,进行详尽的图纸设计。此阶段还需考虑加工的可行性与成本效益,确保设计既满足技术要求又经济合理。多边形的设计还需特别注意边角处理,以减小应力集中,提高腔体的整体稳定性。材料选择是多边形真空腔体加工中的重要环节。不锈钢、铝合金等金属材料因其良好的耐腐蚀性、机械强度和加工性能,常被用作腔体材料。在确定材料后,需进行严格的预处理,包括表面清洗、去油、除锈等步骤,以确保材料表面干净无杂质,为后续加工打下良好基础。对于铝合金材料,还需特别注意其焊接性能,以保证焊接质量。矩形真空腔体加工方案