商机详情 -
浙江砂轮对比
针对第三代半导体材料(SiC/GaN)的减薄需求,优普纳砂轮适配6吋、8吋晶圆,满足衬底片粗磨、精磨全流程。以东京精密HRG200X设备为例,6吋SiC线割片采用2000#砂轮粗磨,磨耗比只15%,Ra≤30nm;精磨使用30000#砂轮,磨耗比120%,Ra≤3nm,TTV稳定在2μm以下。DISCO设备案例中,8吋晶圆精磨后TTV≤2μm,适配性强,可替代日本、德国进口产品。江苏优普纳科技有限公司专业生产砂轮,品质有保证,欢迎您的随时致电咨询,为您提供满意的产品以及方案。优普纳“Dmix+”工艺砂轮,提升半导体磨削效率30%!浙江砂轮对比

江苏优普纳科技有限公司的强度高微晶增韧陶瓷结合剂通过纳米级陶瓷相复合技术,明显提升砂轮抗冲击性与耐磨性。在6吋SiC衬底粗磨中,砂轮磨耗比低至11%,且无边缘崩缺现象,TTV精度稳定≤3μm。该技术尤其适用于碳化硅等高硬度材料加工,对比传统树脂结合剂砂轮,寿命延长50%,减少设备停机换轮频率,助力客户实现连续化生产。江苏优普纳科技有限公司专业生产砂轮,品质有保证,欢迎您的随时致电咨询,为您提供满意的产品以及方案。浙江砂轮订做价格优普纳砂轮抗冲击性强,高频加工下性能依旧稳定!

江苏优普纳碳化硅减薄砂轮凭借超细金刚石磨粒与高自锐性设计,在第三代半导体晶圆加工中实现低损伤、低粗糙度的行业突破。以DISCO-DFG8640设备为例,精磨8吋SiC线割片时,砂轮磨耗比达200%,表面粗糙度Ra≤3nm,TTV精度≤2μm,完全满足5G芯片、功率器件对晶圆平整度的严苛要求。对比进口砂轮,优普纳产品在相同加工条件下可减少磨削热损伤30%,明显提升晶圆良率,尤其适用于新能源汽车电驱模块等高附加值领域。欢迎您的随时致电咨询。
江苏优普纳科技有限公司的碳化硅晶圆减薄砂轮,以其高精度、低损耗、强适配的特性,成为第三代半导体材料加工的优先选择。在实际应用中,无论是粗磨还是精磨,优普纳的砂轮都能展现出优越的性能。在东京精密-HRG200X减薄机上,6吋和8吋SiC线割片的加工结果显示,表面粗糙度Ra值和总厚度变化TTV均达到了行业先进水平。同时,砂轮的磨耗比极低,使用寿命长,为客户节省了大量成本。此外,优普纳的砂轮还能根据客户设备进行定制,适配性强,能够满足不同客户的多样化需求。这种综合优势,使得优普纳在国产碳化硅减薄砂轮市场中脱颖而出,成为行业的目标。在实际案例中,优普纳砂轮于DISCO-DFG8640减薄机上对8吋SiC线割片进行精磨,磨耗比200% Ra≤3nm TTV≤2μm。
在半导体加工领域,精度和效率是关键。江苏优普纳科技有限公司的碳化硅晶圆减薄砂轮,通过其**超细金刚石磨粒**和**超高自锐性**,实现了高磨削效率和低损伤的完美平衡。在东京精密-HRG200X减薄机的实际应用中,6吋和8吋SiC线割片的加工结果显示,表面粗糙度Ra值和总厚度变化TTV均达到了行业先进水平。这种高精度的加工能力,不只满足了半导体制造的需求,还为客户节省了大量时间和成本,助力优普纳在国产碳化硅减薄砂轮市场中占据重要地位。从粗磨到精磨,优普纳砂轮在DISCO-DFG8640减薄机上的应用,验证了其在不同加工阶段的稳定性和高效性。浙江砂轮对比
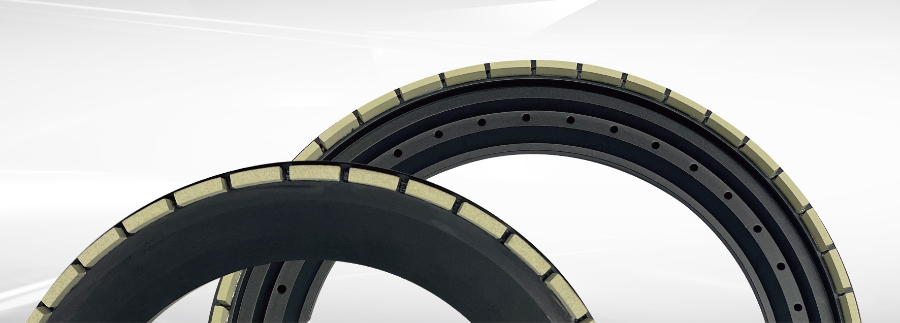
碳化硅晶圆减薄砂轮超细金刚石磨粒与超高自锐性结合,实现高磨削效率与低损伤 表面粗糙度Ra≤3nm TTV≤2μm。浙江砂轮对比
衬底粗磨减薄砂轮的应用工序主要包括背面减薄和正面磨削的粗磨加工。在背面减薄过程中,砂轮需要与晶圆保持恒定的接触面积,以确保磨削力的稳定,避免晶圆出现破片或亚表面损伤。江苏优普纳科技有限公司的衬底粗磨减薄砂轮经过精心设计和制造,具有优异的端面跳动和外圆跳动控制,能够在高转速下保持稳定的磨削性能。此外,我们的砂轮还具有良好的散热性能,能够有效降低磨削过程中产生的热量,保护晶圆不受热损伤。欢迎您的随时致电咨询~浙江砂轮对比