商机详情 -
湖南承插塑料管道焊接机
现代农业离不开高效的灌溉系统,滴灌、喷灌等节水灌溉技术越来越受到重视。在这些灌溉系统中,大量使用了聚乙烯(PE)等塑料管材来构建输水网络。塑料管道焊接机可以将长长的塑料管按照设计要求连接成完整的灌溉线路,将水源准确地输送到每一株农作物根部附近。与传统的土渠灌溉相比,塑料管道灌溉具有节水效果好、土地利用率高、便于管理维护等优点。而且,由于农田环境相对恶劣,风吹日晒雨淋等因素都会对管道造成损害,因此需要焊接机具备良好的户外适应性和耐用性。塑料管道焊接机通过热熔对接技术,将PE、PP等管材端面加热至熔融状态后实现无缝连接。湖南承插塑料管道焊接机
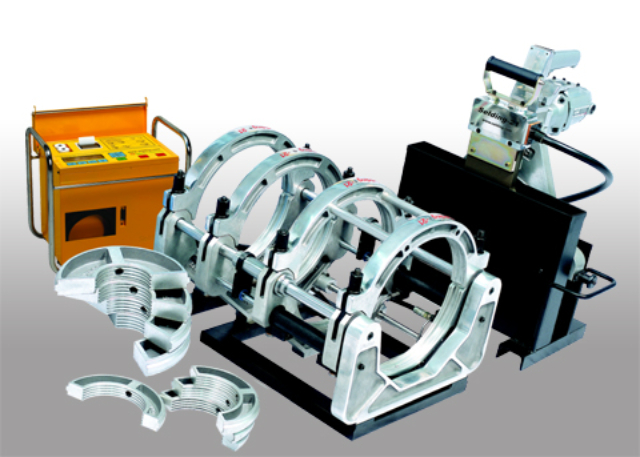
农业灌溉、水利输水等领域对塑料管道的成本敏感性较高,PE 管因价格低廉、柔韧性好,成为主流管材,焊接机的应用以中低端机型为主,但对设备的耐用性与适应性要求较高(如适应野外恶劣环境)。在农业滴灌与喷灌系统中,小口径 PE 管(直径 20 - 63mm)的连接主要采用手动热熔承插焊接机,设备价格低、操作简单,适合农户或小型施工团队使用。在大型农田灌溉工程中,直径 160mm 以上的 PE 管采用热熔对接焊接机,焊接后需进行通水测试,确保无泄漏,避免水资源浪费。在水利输水工程中,如小型水库、河道的输水管道,PE 管的连接多采用热熔对接焊接机,部分偏远地区因电力供应不便,会选择手动液压热熔对接焊接机,无需外接电源,依靠手动加压即可完成焊接,适应野外无电环境。国内塑料管道焊接机种类电磁感应加热板通过高频交变磁场产生涡流,实现3000℃以上的瞬时升温。
电熔焊机:高效施工的保障,售后铸就无忧体验在各类工程建设中,电熔焊机作为关键设备,其稳定运行直接关乎工程进度。一旦电熔焊机出现故障,工程往往会陷入停滞,不仅造成时间与资源的浪费,更可能使项目错过比较好施工期,影响整体交付。因此,选择一款高性价比且售后保障完善的电熔焊机至关重要。 我们的电熔焊机,专为应对复杂工程环境设计,具备高效、稳定的焊接性能。先进的焊接技术,确保每一次焊接都精细无误,**降低故障发生的概率。即便在长时间、重度的作业下,也能保持出色表现,有效减少因电熔焊机故障影响工程进度的风险。 而完善的售后服务,更是我们产品的核心竞争力。我们深知电熔焊机故障会影响工程进度,售后很重要。所以,我们组建了专业的售后团队,提供 7×24 小时在线服务。一旦设备出现问题,能迅速响应,及时赶到现场维修,确保工程尽快恢复正常。同时,我们还提供定期的设备维护与保养服务,提前排除潜在故障,让您的施工全程无忧。 选择我们的电熔焊机,就是选择高效与安心。我们以推荐的产品和贴心的售后,为您的工程建设保驾护航,让工程进度一路畅通!
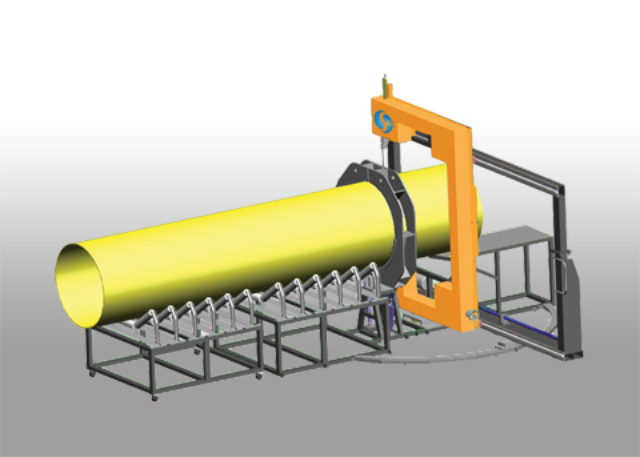
在城市供水管道系统中,PE 管因耐腐蚀、卫生性好(符合饮用水卫生标准),成为主流管材,其连接主要依赖热熔对接焊接机与电熔承插焊接机。例如,在城市主干道的供水管道施工中,直径 630mm 以上的 PE 管通常采用热熔对接焊接,焊接机需配备大型液压机架,确保管道对接时的同轴度与压力稳定;而在小区内部的支管连接中,直径 110mm 以下的 PE 管多采用电熔承插焊接,设备轻便灵活,可适应小区内复杂的施工环境。在市政排水工程中,HDPE(高密度聚乙烯)双壁波纹管因其排水量大、抗冲击性强,被普遍用于雨水与污水管道,其连接主要采用电熔承插焊接或热熔对接焊接。由于排水管道多埋设于地下,且需承受土壤压力与地面荷载,因此对焊口的密封性与强度要求严格,焊接机需具备精细的参数控制能力,避免因焊口泄漏导致地下水污染或管道塌陷。城市轨道交通站点的排水及通风管道施工中,塑料管道焊接机发挥关键作用。
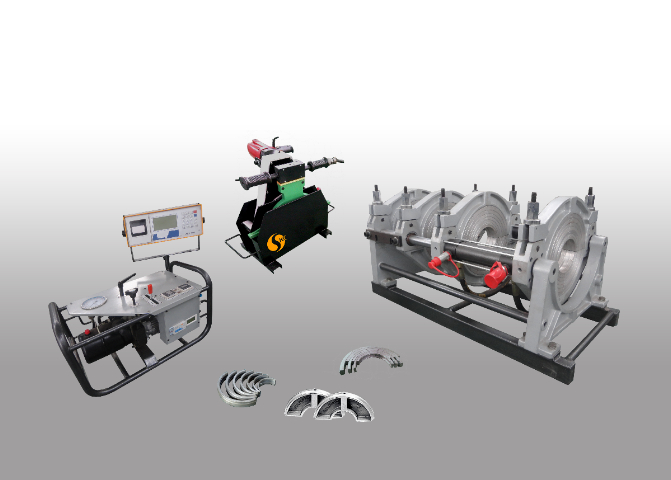
热板焊接机是较传统且应用普遍的一种新型焊接设备。它主要由加热板、夹具和控制系统组成。工作时,将两根待焊接的塑料管道放置在夹具中固定好位置,然后用加热板同时对两个管端进行加热,使其达到熔融状态后迅速移开加热板,并将两根管道对接在一起施加压力,保压冷却一段时间后即可完成焊接。这种焊接方式操作简单、成本低廉,适用于各种直径较小的塑料管道连接,如家庭装修中的水管安装等。电熔焊接机采用了特殊的电熔管件作为连接部件。这些管件内部预埋有电阻丝,当通以电流时,电阻丝会产生热量使管件内的塑料熔解并与插入其中的管道外壁融合为一体。核电站冷却水系统采用**温焊接技术(-40℃环境),确保极端条件下的可靠性。河南塑料管道焊接机设备厂家
塑料焊接设备-世旼伟德拥有较好技术,自主研发高精度融合设备。湖南承插塑料管道焊接机
工作流程:(1)管件与管材准备:根据管道规格选择匹配的电熔管件,检查管件外观是否完好、电阻丝是否损坏;切割管材,确保切口垂直,用刮皮刀沿管材外圆周刮除表面氧化层,刮除长度需略长于管件承插深度(通常多刮 5 - 10mm)。(2)承插定位:将处理好的管材插入电熔管件的承口内,插入深度需达到管件上的标记线,确保管材与管件同轴。对于大口径管件,可使用定位夹具固定,避免焊接过程中管材移位。(3)参数设置与焊接:将主机的电缆接头与电熔管件的接线柱连接,主机自动识别管件型号(部分机型需手动输入管件规格),并调取预设的焊接参数(电流、电压、时间),确认参数无误后启动焊接程序。焊接过程中,主机实时监控电流与电压变化,若出现参数异常(如电流过大、电压过低),会自动报警并停止焊接。(4)冷却固化:焊接完成后,保持电缆连接状态,待管件自然冷却至环境温度(冷却时间通常为 1 - 2 小时,具体取决于环境温度与管件规格),避免冷却过程中移动或碰撞管道,防止焊口开裂。湖南承插塑料管道焊接机