新闻中心 - 深圳市耐斯特智能装备有限公司
-
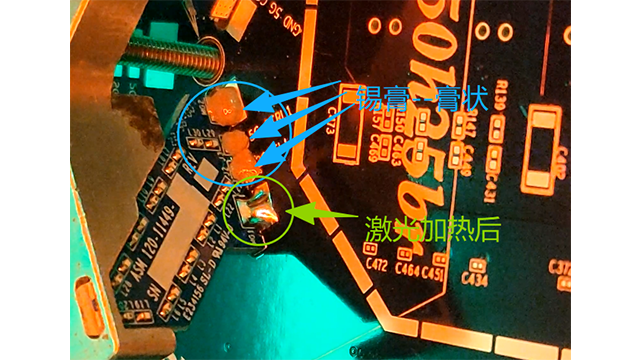
 广东自动化激光锡膏机安装调试
广东自动化激光锡膏机安装调试咪头内部含有高灵敏的半导体元件,对静电放电极其敏感。因此,为其选配激光焊锡设备时,必须将ESD防护等级作为硬性指标。设备的所有运动部件、夹具和工作台面都需要采用防静电材料,并确保接地良好。同时,激光器...
发布时间:2026.04.29 -
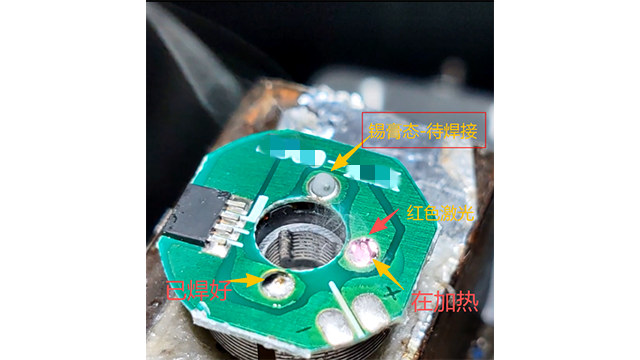
 江浙沪汽车电子激光锡球优缺点
江浙沪汽车电子激光锡球优缺点微型摄头模组内的CMOS传感器对温度极其敏感,传统焊接的热量传导易导致成像噪点增加或传感器损伤。激光焊锡技术以非接触方式,将能量聚焦为极小微点,进行毫秒级瞬时加热。热量被严格限制在焊点局部,快速升降温...
发布时间:2026.04.29 -
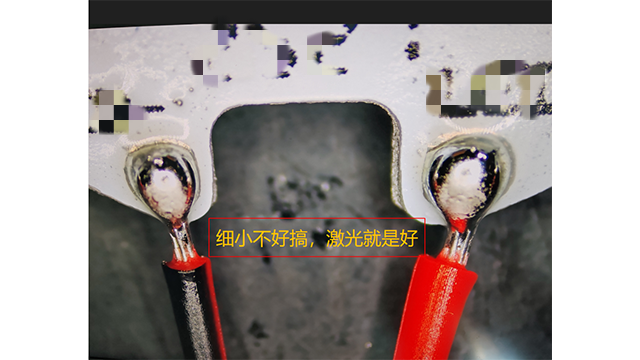
 四川屏蔽罩激光锡膏机厂家直销
四川屏蔽罩激光锡膏机厂家直销设备买回去,培训完成后,操作人员宜掌握的一项技能是观察焊点质量的能力。激光锡丝焊接虽然自动化程度较高,但调试阶段仍需要人员判断。操作人员可以学习通过观察焊点外观来反推参数是否合适。例如,焊点表面发灰、...
发布时间:2026.04.28 -
 广东半导体点锡膏激光焊
广东半导体点锡膏激光焊设备投入运行后,能稳定运行多长时间,是产线管理者关注的问题。激光锡丝机理论上没有烙铁头耗材,稼动率可以较高。但实际使用中,送丝机构卡丝、喷嘴堵塞、激光器散热不良,都可能导致停机。评估稼动率时,可以参考...
发布时间:2026.04.28 -
 深圳TWS激光锡丝成功案例
深圳TWS激光锡丝成功案例进行精密焊接咨询时,高效沟通需要提供三类信息:产品信息、工艺痛点、产能目标。产品信息包括实物或高清图、材质、焊盘尺寸,这决定了用激光还是热压。工艺痛点比如虚焊率高、效率低、人工成本高,能帮供应商快速定...
发布时间:2026.04.27 -
 深圳高频天线激光锡膏机成功案例
深圳高频天线激光锡膏机成功案例烙铁焊与激光焊锡的技术差异体现在过程控制能力上。烙铁焊的工艺变量包括烙铁头氧化程度、接触压力、操作手法,这些变量较难量化控制,良率依赖操作工经验。激光焊锡的工艺变量可程序化:激光功率闭环控制、焊接时间...
发布时间:2026.04.27 -
 珠三角软硬电路板激光锡膏应用范围
珠三角软硬电路板激光锡膏应用范围TWS耳机内部空间紧凑,电池、天线、麦克风焊接需精确定位,热影响要小。手工烙铁难以深入,且易烫伤塑胶件。对比激光焊锡,非接触加热可深入狭小空间,光斑小热量集中,适合焊接耳机内部元件。选设备要考虑激光光...
发布时间:2026.04.26 -
 江浙沪DIP工艺激光锡球设备
江浙沪DIP工艺激光锡球设备对接精密焊接非标定制时,很多采购方直接扔过来一张产品图纸,问能不能做。图纸当然要看,但更关键的是把产品现在遇到的瓶颈讲透:是焊点强度总不达标,还是效率卡在某个环节上不去,又或者现有设备换型太费劲。把这...
发布时间:2026.04.26 -
珠三角半导体激光锡丝采购
翻看激光锡球机的规格书,“重复精度 ±0.02mm”这样的参数较为常见。但“重复精度”具体指什么,是XY平台的移动精度,还是锡球喷射落点的精度?两者区别较大。平台精度高只表明设备能移动到那个位置,不表...
发布时间:2026.04.25 -
软硬电路板激光锡膏工作站
高速线研发阶段需要快速验证线材结构、焊盘设计、焊接参数,全自动产线调机时间长,反而影响效率。半自动焊锡设备在研发场景中有不可替代的优势:操作员可以手动控制焊接位置,微调温度、压力、时间等参数,观察不同...
发布时间:2026.04.25 -
软硬电路板激光锡膏机厂家直销
烙铁焊与激光焊锡的技术差异体现在过程控制能力上。烙铁焊的工艺变量包括烙铁头氧化程度、接触压力、操作手法,这些变量较难量化控制,良率依赖操作工经验。激光焊锡的工艺变量可程序化:激光功率闭环控制、焊接时间...
发布时间:2026.04.24 -
咪头激光锡环机厂家直销
5G基站里的功放模块,基板往往是陶瓷或者高导热铝基板,散热较快。用传统烙铁焊,热量容易被基板导走,焊点可能出现冷焊,导致接触不良。自动激光锡球焊接,能量集中,能在较短时间内释放足够热量,在热量传导开之...
发布时间:2026.04.23