新闻中心 - 上海垚塑热流道科技有限公司
-
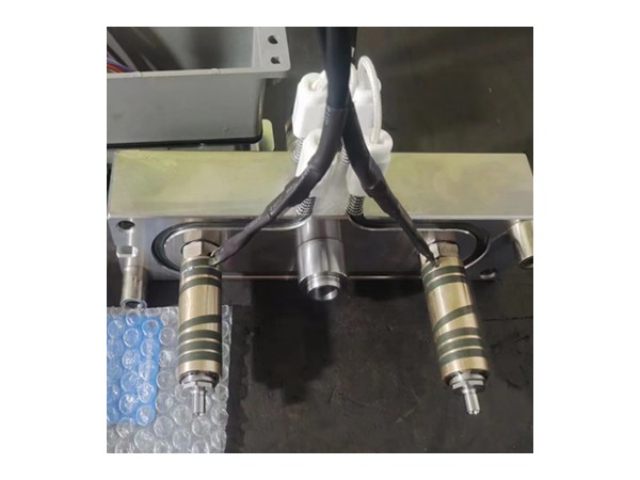
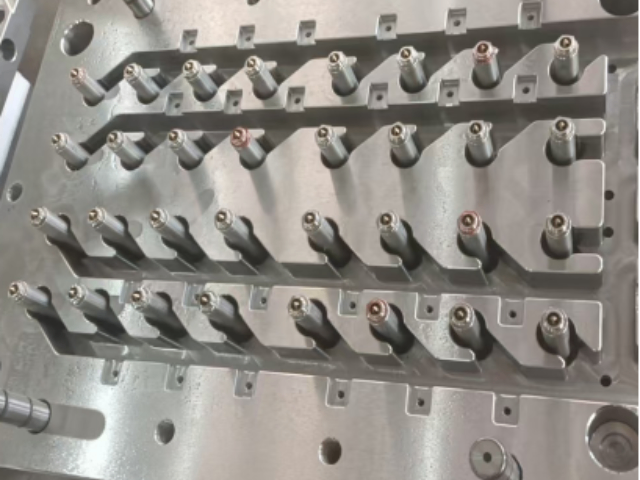 针点式点胶口负责
针点式点胶口负责消费电子行业对注塑产品的精度、外观、一致性要求极高,热流道技术为微型件、薄壁件、精密结构件的生产提供了可靠保障。手机外壳、充电器、连接器、按键、传感器部件等产品普遍具有尺寸小、壁薄薄、型腔多、外观要求...
发布时间:2026.06.06 -
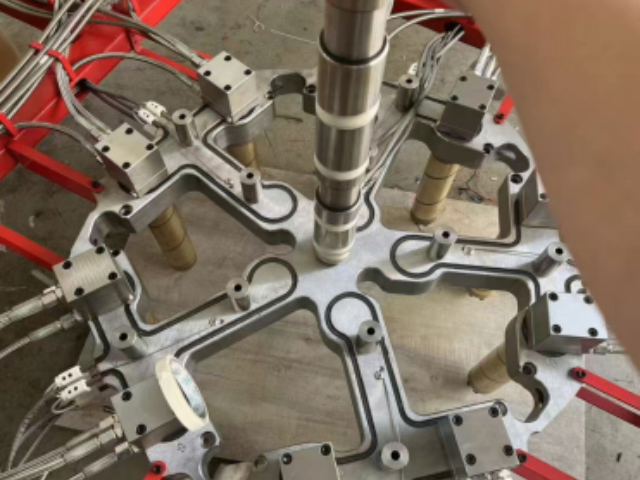
 2点针阀针阀五星服务
2点针阀针阀五星服务随着智能制造技术的快速发展,热流道系统正朝着智能化、电动化、微型化、网络化方向持续升级。电动针阀式热流道取代传统气动结构,响应速度更快、控制精度更高、无油污污染,更适合医疗、光学、电子等**领域;分布...