-
 太仓汽车零部件ERP技术方案
发布时间:2026.01.14
太仓汽车零部件ERP技术方案
发布时间:2026.01.14
在纺织服装企业中,ERP系统的应用致力于实现从原材料采购、生产加工到成品销售的全流程精细化管理,应对市场快速变化与个性化需求的挑战。纺织服装行业的痛点在于市场需求变化快、产品款式多、生产周期短、库存管...
-
 无锡汽车零部件MES价格
发布时间:2026.01.13
无锡汽车零部件MES价格
发布时间:2026.01.13
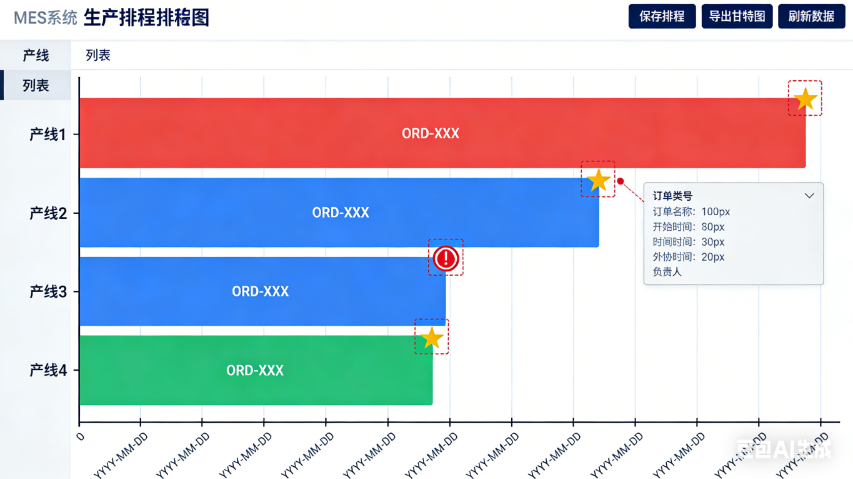
借助MES系统的生产调度功能,企业可实现生产资源的智能化分配与生产排程的优化,提升生产任务的执行效率与订单交付的及时性。系统能够整合生产订单优先级、设备产能上限、物料供应状态、人员技能配置等多维度信息...
-
 张家港汽车零部件MOM申报服务
发布时间:2026.01.13
张家港汽车零部件MOM申报服务
发布时间:2026.01.13
MOM的报表分析功能为企业管理层提供了整体的运营数据视图,助力管理层做出科学的运营决策。MOM能够根据企业的运营需求,生成多种类型的报表,包括生产进度报表、质量检验报表、设备维护报表、库存状态报表等;...
-
 嘉兴电子电器ERP报价方案
发布时间:2026.01.12
嘉兴电子电器ERP报价方案
发布时间:2026.01.12
在电子制造企业中,ERP系统的应用聚焦于实现电子产品从研发、生产到销售的全流程精细化管理,应对产品更新换代快、零部件种类多、质量要求高的挑战。电子制造行业的痛点在于研发周期长、生产工艺复杂、库存管理难...
-
 上海智石开MES数据安全
发布时间:2026.01.12
上海智石开MES数据安全
发布时间:2026.01.12
系统发挥数据整合与协同联动重要优势,打破车间内部各生产工序、各职能部门之间的信息壁垒,构建起生产全流程的协同运作体系。系统通过实时采集并整合生产进度、物料供需、设备运行状态、质量检验结果、人员配置等多...
-
 泰州半导体MES服务商
发布时间:2026.01.11
泰州半导体MES服务商
发布时间:2026.01.11
借助MES系统的设备故障诊断功能,企业可实现对生产设备的预防性维护与精细故障处置。系统通过与设备控制系统的实时对接,持续采集设备的运行参数、振动频率、温度、压力等关键数据,建立设备运行状态的基准数据库...
-
 苏州集团企业OA协同办公哪家好
发布时间:2026.01.10
苏州集团企业OA协同办公哪家好
发布时间:2026.01.10
企业的创新发展离不开员工智慧的汇聚和思想的碰撞,OA协同办公系统的创新提案功能,为员工搭建了一个便捷、高效的创新想法展示和落地平台,助力激发团队创新活力。员工在工作过程中产生的技术改进、流程优化、产品...
-
 上海多工厂MES报价表
发布时间:2026.01.10
上海多工厂MES报价表
发布时间:2026.01.10
MES系统能够对生产过程中的不合格品进行精细化分类管理,建立完善的不合格品档案体系。系统可根据不合格品的产生原因、缺陷类型、严重程度、涉及工序等多个维度进行分类标识,详细记录每一件不合格品的生产时间、...
-
 上海致远互联MES安装
发布时间:2026.01.09
上海致远互联MES安装
发布时间:2026.01.09
MES系统构建起生产物料全生命周期的追溯管理体系,实现从原材料采购入库、车间内部各工序流转,到成品检验出库乃至后续售后环节的全程可视化跟踪。系统为每一批次的原材料、零部件赋予单一的身份标识码,该标识码...
-
常熟金蝶MES售后支持
发布时间:2026.01.09
MES系统具备生产计划的动态调整功能,能够快速响应生产过程中的各类突发情况,确保生产计划始终与实际生产条件相匹配。当遇到客户订单紧急变更、生产设备突发故障、物料供应延迟、质量问题导致返工等突发情况时,...
-
常州电子电器ERP
发布时间:2026.01.08
在物流企业中,ERP系统的应用致力于实现物流运输、仓储、配送全流程的精细化管理与高效协同。物流企业的痛点在于运输路线优化难、仓储管理效率低、配送时效难以保障、成本控制难度大等问题。ERP系统针对物流企...
-
 无锡项目制造ERP代理商
发布时间:2026.01.07
无锡项目制造ERP代理商
发布时间:2026.01.07
在制造业领域,ERP系统的应用深度直接决定了企业的生产效率与市场竞争力。制造业的生产流程复杂,涉及物料清单管理、生产计划排程、车间作业管控、库存管理等多个重要环节,任何一个环节出现疏漏都可能导致生产停...
-
 苏州电子电器ERP一体化方案
发布时间:2026.01.07
苏州电子电器ERP一体化方案
发布时间:2026.01.07
ERP系统中的客户关系管理(CRM)模块,是企业提升客户服务水平、增强客户粘性的重要工具。传统的客户管理模式往往依赖于销售人员的个人记录,分散、难以共享,导致客户服务缺乏连续性与针对性。ERP系统的C...
-
 汽车零部件ERP行业方案
发布时间:2026.01.07
汽车零部件ERP行业方案
发布时间:2026.01.07
随着云计算技术的发展,云ERP逐渐成为企业数字化转型的主流选择,与传统本地部署ERP相比,云ERP具有灵活性高、成本可控、运维便捷等明显优势。传统本地部署ERP需要企业投入大量资金购置服务器、存储设备...
-
 宜兴中小企业ERP一体化方案
发布时间:2026.01.07
宜兴中小企业ERP一体化方案
发布时间:2026.01.07
中小企业ERP系统应用效果的评估,应聚焦于业务效率提升、成本控制、决策质量改善等重点指标。许多中小企业在ERP系统上线后,由于缺乏科学的效果评估体系,无法准确判断系统的应用价值,也难以发现系统应用过程...
-
 江阴项目制造ERP技术方案
发布时间:2026.01.07
江阴项目制造ERP技术方案
发布时间:2026.01.07
ERP系统的国产化替代,是保障企业信息安全、推动企业数字化转型自主可控的重要趋势。随着国家对信息安全的重视程度不断提升,以及国产ERP系统技术水平的不断进步,越来越多的企业开始选择国产ERP系统替代国...