-
 杭州电脑线束组装机批发
发布时间:2025.11.21
杭州电脑线束组装机批发
发布时间:2025.11.21
外观与工艺标准目视检查端子表面无裂纹、镀层脱落(镀层厚度3-8μm),线束固定无松动或外露铜丝56。屏蔽线束需确保屏蔽层与端子可靠连接,且不与芯线短路3。清洁度要求组装件上无锡渣、金属微粒...
-
 深圳线束组装机厂家
发布时间:2025.11.21
深圳线束组装机厂家
发布时间:2025.11.21
成本与维护全自动生产线投入约50万-300万元,需预留20%调试资金;基础设备(如流水线工作台)适合中小规模但人工成本较高1。定期校准设备(如每季度一次),确保长期精度稳定性常规校准周期每年校准...
-
江苏小型线束组装机
发布时间:2025.11.20
法规与行业要求汽车线束生产需符合ISO/TS 16949等标准,部分环节强制半年校准23。医疗或**线束可能需更严格周期(如季度校准)2。三、实施步骤初始周期设定参考厂商建议(如S27 S...
-
 广东电子线束组装机厂家供应
发布时间:2025.11.20
广东电子线束组装机厂家供应
发布时间:2025.11.20
智能化功能设备应集成压力检测仪、MES系统接口及自动学习功能,支持实时数据反馈与工艺优化1。智能电子组装台可替代传统木板图纸,通过数字化屏幕显示布线规格、物料信息,降低人为错误率。二、行业适配性汽...
-
 江苏电子线束组装机报价
发布时间:2025.11.19
江苏电子线束组装机报价
发布时间:2025.11.19
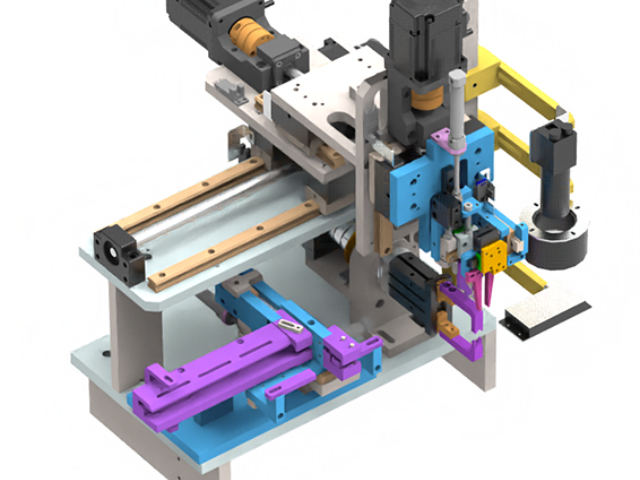
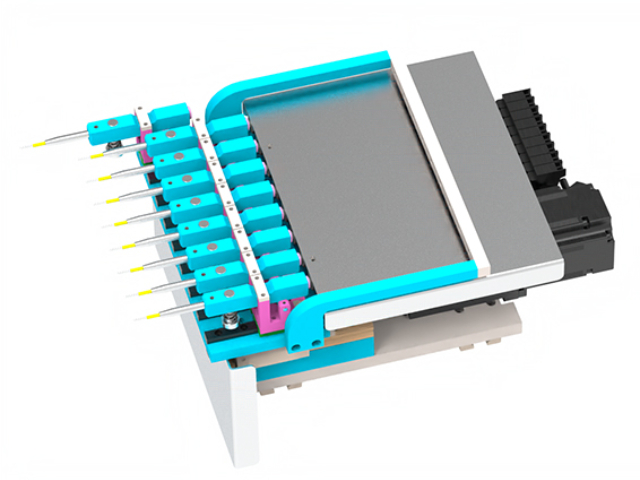
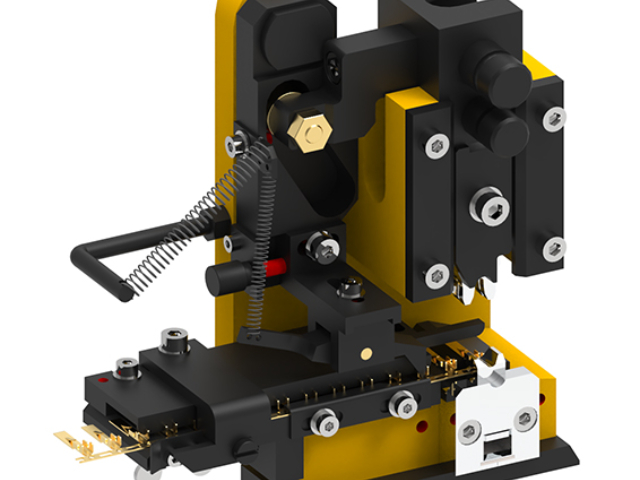
线束组装机的工作原理主要基于自动化机械传动与精密控制技术,其**流程可分为以下几个关键环节:一、基础加工模块裁切与剥线通过直线电机驱动送线系统,配合激光切割或刀片裁切机构,实现导线长度精度达±0....
-
 湖州电气线束组装机定制
发布时间:2025.11.18
湖州电气线束组装机定制
发布时间:2025.11.18
强制检定设备:如涉及安全检测(高压线束),需按法规执行(如每年1次)23。00:06打开开关00:09安装刀模00:21组装端子盘00:32放下端子00:38固定端子00:57测试完成通过以上方法...
-
温州电动车线束组装机推荐
发布时间:2025.11.18
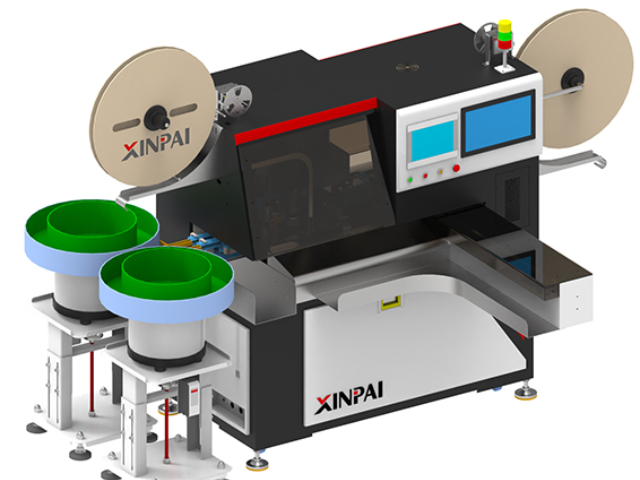
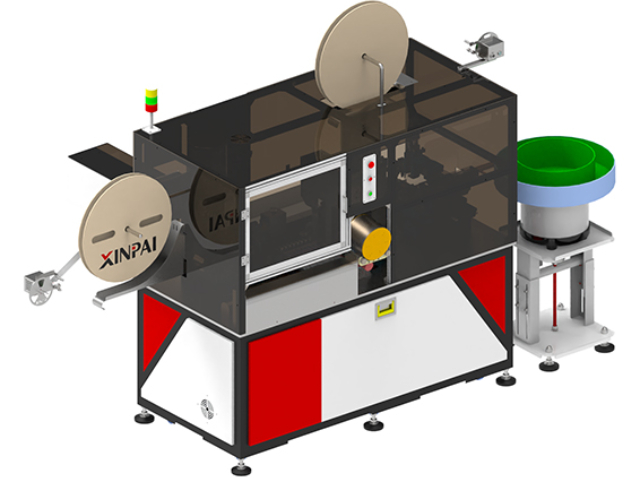
确生产需求产品类型:汽车线束、工业设备线束或电子线束对机台要求差异***,例如汽车线束需防水防尘设计1。生产规模:小批量生产可选半自动设备,大规模量产需全自动化线束生产线(如自动下线机、端子...
-
 绍兴电动车线束组装机厂家供应
发布时间:2025.11.17
绍兴电动车线束组装机厂家供应
发布时间:2025.11.17
分装与总装分装处理:将压接端子的电线与接插件组合成小股分线,需按定位板尺寸匹配12。总装布线:分区域布线,先完成单一区域再处理跨区域复杂线束23。插PIN时需避免芯线缠绕,连接器与定位板标...
-
 浙江汽车线束组装机厂家供应
发布时间:2025.11.17
浙江汽车线束组装机厂家供应
发布时间:2025.11.17
成本与维护全自动生产线投入约50万-300万元,需预留20%调试资金;基础设备(如流水线工作台)适合中小规模但人工成本较高1。定期校准设备(如每季度一次),确保长期精度稳定性常规校准周期每年校准...
-
绍兴小型线束组装机报价
发布时间:2025.11.16
屏蔽线束:需确保屏蔽层与端子可靠连接,且不与芯线短路。多芯线束:压接后各芯线应均匀分布,无堆叠或外露。五、综合判定流程首件必检:换模具后首件需通过目视、拉力及截面分析2。过程抽检:每2...
-
 温州家电线束组装机
发布时间:2025.11.15
温州家电线束组装机
发布时间:2025.11.15
外观完整性检查端子与导线结合处需无可见缝隙(铜丝与端子间隙小于0.1mm),绝缘层无破损或过度挤压变形。端子表面应无裂纹、镀层脱落或锈蚀,镀层厚度需均匀(3-8μm)1。压接形态验证压接区需...
-
湖州汽车线束组装机推荐
发布时间:2025.11.15
散热系统优化强制风冷设计为机台配置工业级散热风扇(如轴流风机),确保风量≥50CFM,风速均匀覆盖压接单元与伺服电机等发热部件12。金属外壳需预留散热孔(开孔率≥30%),并避免与塑料部件直接接...
-
韶关电动车线束组装机哪家好
发布时间:2025.11.15
外观与工艺标准目视检查端子表面无裂纹、镀层脱落(镀层厚度3-8μm),线束固定无松动或外露铜丝56。屏蔽线束需确保屏蔽层与端子可靠连接,且不与芯线短路3。清洁度要求组装件上无锡渣、金属微粒...
-
金华小型线束组装机批发
发布时间:2025.11.14
材料与工艺优化端子材质选择优先选用T2紫铜或磷青铜,镀层厚度控制在3-8μm,并通过盐雾测试验证附着力12。模具设计改进模块化模具需精细控制导体压接区、绝缘压接区及过渡区,避免应力集中1。...
-
嘉兴自动化线束组装机推荐
发布时间:2025.11.14
法规与行业要求汽车线束生产需符合ISO/TS 16949等标准,部分环节强制半年校准23。医疗或**线束可能需更严格周期(如季度校准)2。三、实施步骤初始周期设定参考厂商建议(如S27 S...
-
韶关电气线束组装机价格
发布时间:2025.11.14
环境与负载影响高温车间(>35℃)或连续运行>8小时/天时,需缩短检测周期至每2小时一次2。过载运行(如线径超设备额定值20%)会***增加产热量,需通过扭矩仪验证负载状态1。三、预防性维护建...
-
江苏小型线束组装机哪家好
发布时间:2025.11.14
电子组装台数字化管理海量图纸,实时显示布线规格、物料及工具信息,降低对操作员经验的依赖。配备散热风扇与定制吸盘,支持长时间稳定运行。流水线工作台皮带式或倍速链设计,适配电子厂、汽车线束车间,价格...
-
韶关自动化线束组装机批发
发布时间:2025.11.14
售后服务与升级需承诺24小时内故障响应,并提供备件库存支持。软件系统应支持远程升级,适配未来工艺变更(如新增线材规格)4。00:16 小伙决定制作线束缠绕机00:28 家人质疑小伙的能力00:40...
-
线束组装机
发布时间:2025.11.14
智能化功能设备应集成压力检测仪、MES系统接口及自动学习功能,支持实时数据反馈与工艺优化1。智能电子组装台可替代传统木板图纸,通过数字化屏幕显示布线规格、物料信息,降低人为错误率。二、行业适配性汽...
-
杭州汽车线束组装机多少钱
发布时间:2025.11.13
电气性能验证端子压接测试:通过拉力测试仪验证端子与线束的焊接强度,**小拉力值需符合线径标准(如0.5mm²线径≥50N)3。电测功能:核对测试资料后通电检测,确保瞬断时间≤1μs、电阻...
-
金华电气线束组装机定制
发布时间:2025.11.13
电气性能验证端子压接测试:通过拉力测试仪验证端子与线束的焊接强度,**小拉力值需符合线径标准(如0.5mm²线径≥50N)3。电测功能:核对测试资料后通电检测,确保瞬断时间≤1μs、电阻...
-
珠海小型线束组装机批发
发布时间:2025.11.13
线束组装机台的校准步骤需结合设备类型和精度要求,以下是通用流程及关键要点:1. 校准前准备环境检查:确保机台处于稳定环境(温度20±5℃、湿度≤60%),避免振动或电磁干扰1。工具准备:...
-
 杭州汽车线束组装机现货
发布时间:2025.11.13
杭州汽车线束组装机现货
发布时间:2025.11.13
线束组装机台的校准步骤需结合设备类型和精度要求,以下是通用流程及关键要点:1. 校准前准备环境检查:确保机台处于稳定环境(温度20±5℃、湿度≤60%),避免振动或电磁干扰1。工具准备:...
-
 湖州电脑线束组装机生产厂家
发布时间:2025.11.13
湖州电脑线束组装机生产厂家
发布时间:2025.11.13
确生产需求产品类型:汽车线束、工业设备线束或电子线束对机台要求差异***,例如汽车线束需防水防尘设计1。生产规模:小批量生产可选半自动设备,大规模量产需全自动化线束生产线(如自动下线机、端子...
-
湖州小型线束组装机批发
发布时间:2025.11.12
线束组装机的工作原理主要基于自动化机械传动与精密控制技术,其**流程可分为以下几个关键环节:一、基础加工模块裁切与剥线通过直线电机驱动送线系统,配合激光切割或刀片裁切机构,实现导线长度精度达±0....
-
温州小型线束组装机供应商
发布时间:2025.11.12
一、温度异常的直接检测方法接触式测温使用红外测温仪或接触式温度计测量机台关键部位(如压接单元、伺服电机外壳)表面温度,若持续超过环境温度+30℃(如环境25℃时机台温度>55℃),则存在过热风险...
-
韶关家电线束组装机生产厂家
发布时间:2025.11.12
供应商选择标准技术能力:考察设备自动化程度(如是否支持模块化扩展)及**技术45。售后服务:响应时间应≤24小时,备件库存充足56。成本效益:对比总拥有成本(TCO),包括设备单价、维...
-
 宁波汽车线束组装机推荐
发布时间:2025.11.12
宁波汽车线束组装机推荐
发布时间:2025.11.12
一、温度异常的直接检测方法接触式测温使用红外测温仪或接触式温度计测量机台关键部位(如压接单元、伺服电机外壳)表面温度,若持续超过环境温度+30℃(如环境25℃时机台温度>55℃),则存在过热风险...
-
珠海电气线束组装机
发布时间:2025.11.12
供应商评估与成本控制技术能力验证考察供应商的**技术、实际案例及研发团队规模,优先选择具备环境模拟测试设备的企业13。要求提供样品测试压接一致性、信号完整性等关键指标23。预算与性价比全自...
-
上海家电线束组装机现货
发布时间:2025.11.11
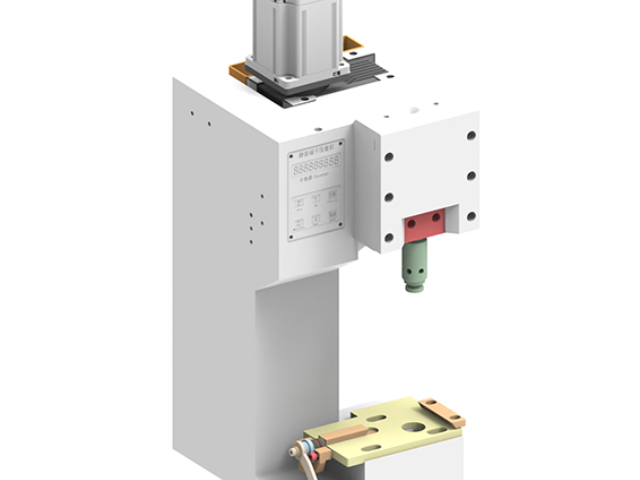
插接与检测自动插针机构将端子插入连接器,并通过探针接触式短路测试、光学检测(如PIN位位置度检测)验证装配质量5。三、辅助功能模块热缩与保护隧道烤炉对套管进行热缩处理,形成绝缘保护层,同时通过...