新闻中心 - 广东利迅达机器人系统股份有限公司
-
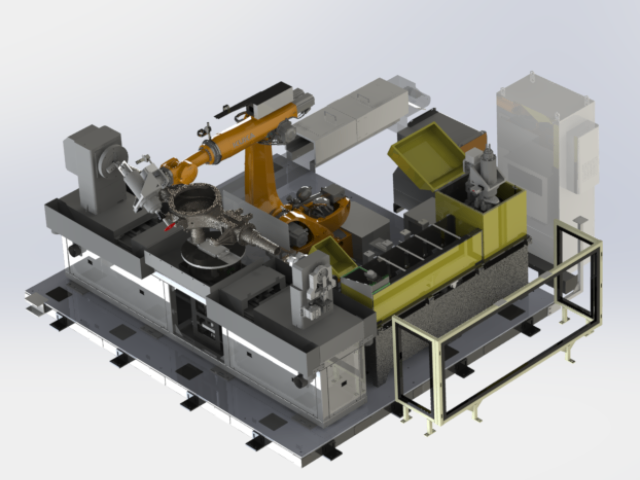
 辽宁进口大型铸件去毛刺设备多少天
辽宁进口大型铸件去毛刺设备多少天系统实时监控铸件夹持状态:利用位移传感器监测夹持装置的紧固度(位移量超 0.5mm 即报警),防止大型铸件(数吨重)在作业中偏移;同步监测负压吸尘系统的负压值(维持在 - 0.08MPa 以上),若出...
发布时间:2025.11.06 -
 中国台湾附近哪里有大型铸件去毛刺设备厂家
中国台湾附近哪里有大型铸件去毛刺设备厂家设备部件异常预警依托预判性监测技术:数控打磨模块的磨头磨损状态可通过 “毛刺处理时长预判指数” 动态评估,当车架纵梁焊接飞边清理耗时较标准值增加 20%,系统自动计算占比指数 q(关联毛刺个数与连续磨...
发布时间:2025.11.06 -
天津进口大型铸件去毛刺设备计算
参数调控层面,工艺依托材质特性动态匹配:针对 Q345 钢挖掘机动臂的焊缝表面(需保障平整度以适配后续焊接),高压水射流压力适配材质屈服强度(设为 600-700MPa,低于 345MPa 的屈服强度...
发布时间:2025.11.05 -
 天津常见大型铸件去毛刺设备技术指导
天津常见大型铸件去毛刺设备技术指导大型铸件去毛刺设备的柔性适配与智能监控并非单独功能,而是通过 “动态适配 + 实时校准” 的协同机制,覆盖重型机械领域多规格、复杂结构铸件的加工需求,既实现 “多品类兼容”,又保障 “高精度稳定”。在...
发布时间:2025.11.05 -
 河北个性化大型铸件去毛刺设备制造价格
河北个性化大型铸件去毛刺设备制造价格风电大型铸件(如直径 3-6 米的轮毂、厚度 80-150mm 的塔筒法兰、带深腔的主轴箱体)具有尺寸超大、结构复杂、材质敏感(多为球墨铸铁、Q345 钢,需保障抗疲劳性能)的特点,大型铸件去毛刺设备...
发布时间:2025.11.05 -
 中国台湾加工大型铸件去毛刺设备案例
中国台湾加工大型铸件去毛刺设备案例系统实时监控铸件夹持状态:利用位移传感器监测夹持装置的紧固度(位移量超 0.5mm 即报警),防止大型铸件(数吨重)在作业中偏移;同步监测负压吸尘系统的负压值(维持在 - 0.08MPa 以上),若出...
发布时间:2025.11.04 -
天津多功能大型铸件去毛刺设备答疑解惑
大型铸件去毛刺设备的环保工艺深度契合绿色生产 “资源高效利用、污染物零排放、低能耗运行” 的要求,尤其适配风电轮毂(直径 3-6 米)、塔筒法兰(厚度 80-150mm)等大型铸件加工,从全流程降低环...
发布时间:2025.11.04 -
 河北附近哪里有大型铸件去毛刺设备方案
河北附近哪里有大型铸件去毛刺设备方案大型铸件去毛刺设备的低损伤工艺,针对风电轮毂(直径 3-6 米,曲面轮廓度要求≤0.1mm)、塔筒法兰(密封面 Ra≤1.6μm)、主轴箱体(深腔尺寸公差 ±0.05mm)等高精度需求场景,在去除毛刺...
发布时间:2025.11.04 -
福建使用大型铸件去毛刺设备内容
大型铸件去毛刺设备作为重工业生产的关键辅助设备,凭借针对性设计实现对大型铸件表面毛刺的高效去除。这类设备首先具备很强适配性,针对大型铸件体积大、重量重(通常达数吨至数十吨)、外形复杂的特点,采用可升降...
发布时间:2025.11.03 -
 天津加工大型铸件去毛刺设备调试
天津加工大型铸件去毛刺设备调试大型铸件去毛刺设备的智能化系统,以 “全流程数字化管控” 为主要,从进程启动到结束全程把控,确保风电轮毂(直径 3-6 米)、塔筒法兰(厚度 80-150mm)等铸件的去毛刺进程稳定、高效。进程启动阶...
发布时间:2025.11.03 -
福建国内大型铸件去毛刺设备售后服务
大型铸件去毛刺设备的柔性化适配能力,在于突破重型机械领域铸件 “品类多、结构杂、规格跨度大” 的限制,通过模块化设计与智能调控,实现对不同类型铸件的高效适配。针对重型机械常见的挖掘机动臂(长 8-12...
发布时间:2025.11.03 -
辽宁个性化大型铸件去毛刺设备常用知识
工艺参数的柔性调节是适配关键:针对球墨铸铁(屈服强度约 400MPa),高压水射流压力设为 400-500MPa,激光清洗功率控制在 400-500W,避免冲击或高温导致材质裂纹;处理 Q345 钢(...
发布时间:2025.11.03