-

 南宁直销双立柱/三立柱机台销售厂家
发布时间:2025.12.10
南宁直销双立柱/三立柱机台销售厂家
发布时间:2025.12.10
水龙头把手作为**卫浴产品,其高光洁度(常达镜面效果)的抛光要求是对自动化设备工艺能力的严峻考验。利迅达机台通过一系列技术组合,实现了这一目标的可靠达成。首先,从粗磨到精磨的多工位、多工序...
-
 江门自动化小型打磨去毛刺设备耗材
发布时间:2025.12.10
江门自动化小型打磨去毛刺设备耗材
发布时间:2025.12.10
在现代制造业中,小型打磨去毛刺设备正成为中小企业转型升级的关键工具。利迅达机器人推出的这款设备集高效、安全与灵活于一身,特别适合空间有限的生产环境。与传统大型自动化生产线相比,它不需要庞大...
-
 深圳自动化双工位砂带机打磨设备检修
发布时间:2025.12.09
深圳自动化双工位砂带机打磨设备检修
发布时间:2025.12.09
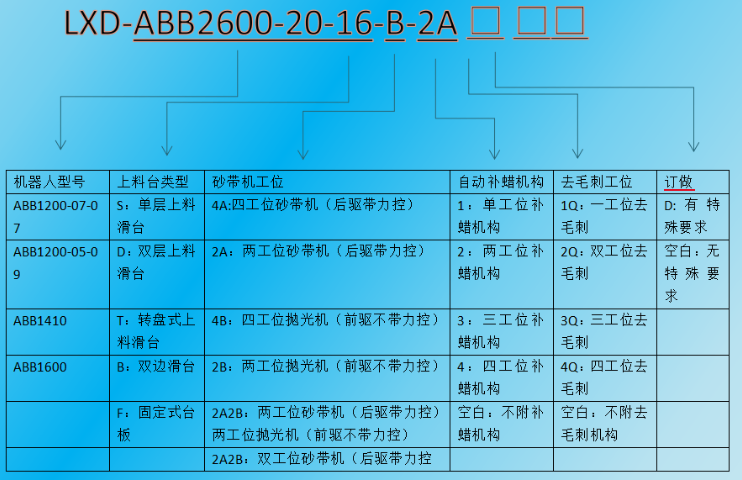
上料系统多样化配置的深度解析设备提供的上料系统配置方案丰富多样,旨在满足不同生产规模、工件特性及车间布局的特定需求。单层上料台(对应选型代码7)是**为基础和经济的配置,其结构简单可靠,维...
-
 珠海自动化小型打磨去毛刺设备设备价钱
发布时间:2025.12.09
珠海自动化小型打磨去毛刺设备设备价钱
发布时间:2025.12.09
保证质量一致性是小型打磨去毛刺设备的另一中心优势。在批量生产中,人工打磨易受操作者技能、情绪和体力影响,导致产品表面处理不均,甚至出现漏处理或过度打磨问题。利迅达的设备通过编程控制每个动作...
-
 江门自动化双工位砂带机打磨设备供应商
发布时间:2025.12.08
江门自动化双工位砂带机打磨设备供应商
发布时间:2025.12.08
设备***灵活性的多维度具体体现该设备的***灵活性体现在工艺、产品和生产批量等多个维度。在工艺层面,通过灵活调整转速、压力、机器人运动轨迹以及砂带粒度等参数,它可以轻松应对从铝合金、不锈...
-
 南宁工业双立柱/三立柱机台销售厂家
发布时间:2025.12.08
南宁工业双立柱/三立柱机台销售厂家
发布时间:2025.12.08
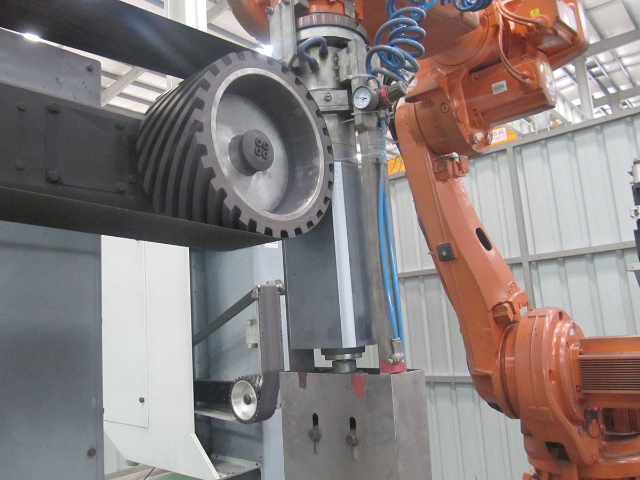
利迅达机台所强调的“已集成机器人、夹具、砂带机、上料台等”,这并非简单的部件拼凑,而是一个经过深度优化和协同设计的完整系统。在这个系统中,每一部分都扮演着至关重要的角色,并与其他部分紧密配...
-
 广东直销双立柱/三立柱机台检修
发布时间:2025.12.08
广东直销双立柱/三立柱机台检修
发布时间:2025.12.08
行业标准认证(如CE)对于设备出口与市场准入的意义对于利迅达机器人而言,其设备通过如CE(欧洲conformity)等国际行业标准认证,是其产品进入海外市场,特别是欧美等发达经济体的“护照...
-
济南自动化小型打磨去毛刺设备厂家报价
发布时间:2025.12.07
生产效率的提升是利迅达小型打磨去毛刺设备的**价值。传统人工作业速度有限,且易受疲劳影响,而自动化系统可24小时连续运行,大幅缩短生产周期。设备支持多工位配置,如四工位砂带机或双工位去毛刺...
-
 惠州双工位砂带机打磨设备耗材
发布时间:2025.12.07
惠州双工位砂带机打磨设备耗材
发布时间:2025.12.07
设备安装与调试的全流程精细化管控设备的安装与调试是一项系统性工程,其质量直接关系到设备投产后运行的稳定性、精度寿命以及维护成本,因此需要全过程进行精细化管控。安装前的场地准备是首要环节,这...
-
肇庆直销双立柱/三立柱机台
发布时间:2025.12.06
“集成化”相对于传统分离式设备的竞争优势利迅达机台的“高度集成化”设计,相较于传统的由用户自行采购机器人、打磨机、导轨、夹具等部件再进行组装调试的模式,具有压倒性的竞争优势。首先,它带来了...
-
 柳州工业双立柱/三立柱机台
发布时间:2025.12.05
柳州工业双立柱/三立柱机台
发布时间:2025.12.05
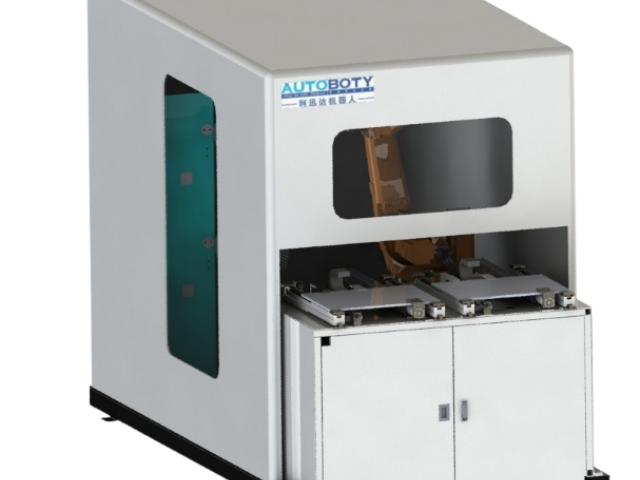
广东利迅达机器人系统股份有限公司,以其前沿品牌“AUTOBOTY”和深厚的技术底蕴,在中国工业自动化领域占据了重要的一席之地。公司专注于为制造业提供高效、可靠的机器人系统解决方案,其双立柱...
-
惠州自动化小型打磨去毛刺设备设备价钱
发布时间:2025.12.05
操作安全性是利迅达小型打磨去毛刺设备的首要优势。在传统打磨作业中,工人常面临粉尘、噪音和机械伤害风险,而这款设备通过全封闭或半封闭设计,有效隔离危险区域,减少人工干预。机器人系统具备智能感...
-
惠州一体化双立柱/三立柱机台供应商
发布时间:2025.12.05
利迅达机器人在国家“智能制造”战略中的角色定位在中国推行“中国制造2025”和“智能制造”国家战略的大背景下,利迅达机器人这样的企业及其产品扮演着至关重要的“践行者”与“赋能者”角色。国家...
-
 桂林小型打磨去毛刺设备维修
发布时间:2025.12.04
桂林小型打磨去毛刺设备维修
发布时间:2025.12.04
力控技术在精密打磨中的突破性应用接触力控制是机器人打磨技术的**难点,既要保证充分去除材料,又需避免过度加工导致工件报废。利迅达采用的主动力控系统通过电流环与位置环的双重闭环控制,实时调节...
-
 清远工业小型打磨去毛刺设备生产厂家
发布时间:2025.12.04
清远工业小型打磨去毛刺设备生产厂家
发布时间:2025.12.04
节省空间是小型打磨去毛刺设备在紧凑环境中的突出优势。许多中小型企业厂房面积有限,大型自动化线难以部署,而利迅达的设备设计紧凑,例如双层上料滑台或转盘式结构,能垂直或水平整合功能,减少占地面...
-
河北一体化双工位砂带机打磨设备服务热线
发布时间:2025.12.04
转速无级调节功能对工艺适应性的深度影响设备的转速调节系统采用了先进的矢量控制变频技术,实现了在300转/分钟到2500转/分钟范围内的平滑、无级调速。这种宽广且连续的转速调节能力,赋予了设...
-
阳江定做双立柱/三立柱机台
发布时间:2025.12.04
未来技术演进趋势:AI视觉与自适应磨削展望未来,利迅达这样的自动化打磨技术将继续向更智能、更柔性的方向发展,其中AI视觉与自适应磨削技术的结合是重要趋势。目前的自动化打磨主要针对已知外形、...
-
钦州通用双工位砂带机打磨设备维修
发布时间:2025.12.04
设备整体概述与应用价值双工位砂带机打磨设备是利迅达机器人系统股份有限公司精心打造的一款**工业自动化装备,它集成了工业机器人、**夹具、高效砂带机以及自动化上料台,构成了一个功能完备、运行...
-
 茂名通用小型打磨去毛刺设备销售厂家
发布时间:2025.12.03
茂名通用小型打磨去毛刺设备销售厂家
发布时间:2025.12.03
小型打磨去毛刺设备的用户培训与支持服务确保快速上手和持续优化。利迅达提供多层次培训,包括基础操作、高级编程和故障排除,通过现场指导和在线资源覆盖不同员工技能水平。例如,新用户可在几天内学会...
-
 江门自动化双立柱/三立柱机台供应商
发布时间:2025.12.03
江门自动化双立柱/三立柱机台供应商
发布时间:2025.12.03
自动化打磨单元与工厂MES系统的数据集成前景随着智能制造的发展,利迅达机台不**是一个孤立的加工单元,其与工厂制造执行系统(MES)的数据集成前景广阔,能带来巨大的管理效益。通过加装必要的...
-
辽宁直销双工位砂带机打磨设备方案
发布时间:2025.12.03
在航空航天领域高要求部件上的成功应用航空航天零部件对表面完整性、疲劳强度以及尺寸精度有着近乎苛刻的要求,任何微小的划痕、毛刺或应力集中点都可能导致灾难性后果。该设备凭借其高精度力控和轨迹控...
-
 桂林通用双工位砂带机打磨设备客服电话
发布时间:2025.12.03
桂林通用双工位砂带机打磨设备客服电话
发布时间:2025.12.03
力控系统的技术优势设备搭载的高精度力控系统**了当前自动化打磨领域的先进水平,其**由多维力传感器、电-气伺服机构和智能控制算法组成。系统压力调节范围10-220牛,覆盖了从精密抛光到重型...
-
 中山双立柱/三立柱机台检查
发布时间:2025.12.03
中山双立柱/三立柱机台检查
发布时间:2025.12.03
操作人员技能转型:从打磨工到设备管理员引入利迅达自动化机台后,对原有打磨岗位的操作人员提出了新的技能要求,推动其从体力劳动型的“打磨工”向知识技能型的“设备管理员”转型。传统的打磨工依赖的...
-
 佛山工业双立柱/三立柱机台
发布时间:2025.12.03
佛山工业双立柱/三立柱机台
发布时间:2025.12.03
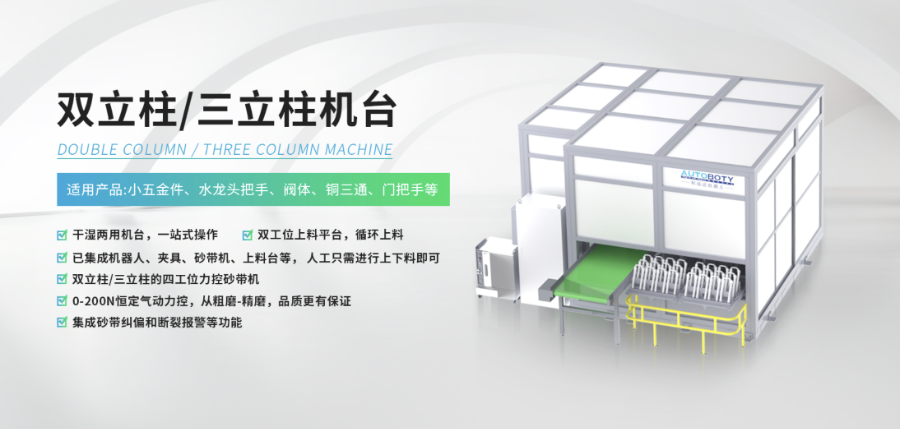
利迅达双立柱/三立柱机台所针对的适用产品领域,具有高度的典型性和代表性,涵盖了小五金件、水龙头把手、阀体、铜三通、门把手等。这些产品大多属于金属加工制造业,其共同特点是:在经过铸造、冲压或...
-
 惠州双工位砂带机打磨设备检修
发布时间:2025.12.03
惠州双工位砂带机打磨设备检修
发布时间:2025.12.03
长期运营成本的深度分析与构成解析从设备全生命周期的角度进行深度分析,可以清晰地看到该设备在长期运营成本控制方面的***优势。首先是直接人工成本的大幅降低,自动化生产可以替代多个打磨工位,按...
-
防城港自动化双工位砂带机打磨设备售后服务
发布时间:2025.12.03
在家电产品外壳处理中的广泛应用实践家电行业对外观件的表面质量要求极高,该设备在不锈钢水槽、洗衣机前面板、冰箱门板、抽油烟机外壳等产品的表面处理中发挥着不可或缺的作用。以不锈钢水槽为例,其生...
-
桂林一体化双工位砂带机打磨设备服务热线
发布时间:2025.12.03
***操作安全性的设计与保障措施该设备在设计阶段就严格遵循了国家和国际的机械安全标准(如GB/T15706、ISO13849等),集成了多层次、多维度的安全保护措施,旨在为操作人员创造一个...
-
青岛定做双工位砂带机打磨设备维保
发布时间:2025.12.02
力控系统的精度优势力控系统是双工位砂带机打磨设备的亮点之一,压力可调范围为10-220牛,精度高达。这种高精度控制确保了打磨过程中对工件的均匀施力,避免因压力不均导致的表面缺陷。例如,在汽...
-
 山东一体化小型打磨去毛刺设备生产厂家
发布时间:2025.12.02
山东一体化小型打磨去毛刺设备生产厂家
发布时间:2025.12.02
小型打磨去毛刺设备在柔性制造系统中的集成能力是其适应现***产需求的重要特征。利迅达的设备支持与PLC、MES等系统无缝对接,实现数据共享和协同控制。例如,在一条混合生产线上,设备可以根据...
-
桂林工业小型打磨去毛刺设备降价
发布时间:2025.12.02
操作安全性是利迅达小型打磨去毛刺设备的首要优势。在传统打磨作业中,工人常面临粉尘、噪音和机械伤害风险,而这款设备通过全封闭或半封闭设计,有效隔离危险区域,减少人工干预。机器人系统具备智能感...