标签列表 - 苏州图灵慧眼科技有限公司
-
 厦门缺陷检测机器视觉检测设备
厦门缺陷检测机器视觉检测设备机器视觉系统的工作原理是一个从物理世界到数字信息再到控制指令的完整链条。整个过程始于照明系统,合适的光源将目标物体需要被检测的特征清晰地凸显出来。随后,相机镜头将对焦后的光学图像投射到图像传感器(CCD或CMOS)上,传感器将光信号转换为模拟电信号。图像采集卡(对于非嵌入式系统)则负责将模拟信号进行数字化,即转换为由像素点阵构成的、计算机可以处理的数字图像。这幅数字图像被送入图像处理单元,通过运行特定的算法软件,对图像进行预处理(如降噪、增强对比度)、特征提取(如边缘、角点、颜色、纹理)和分析计算(如尺寸、位置、数量统计)。智能判断决策模块将分析结果与预设的允许度和其他条件进行比对,输出“合格...
发布时间:2025.12.08 -
 丽水机器视觉设备
丽水机器视觉设备工业机器视觉是一门综合利用光学、机械、电子、计算机软硬件技术,特别是图像处理技术,来模拟并扩展人类视觉功能的综合性工程技术。在于为工业设备安装“眼睛”和“大脑”,实现对生产线上目标物体的自动识别、定位、测量和检测。这套集成化技术系统通过替代人眼,旨在完成那些对精度、速度、可靠性要求极高,或是不适合人工作业的重复性、高危性视觉任务。它的根本价值在于将主观、易疲劳的人工目检转变为客观、稳定、不间断的自动化检测,从而大幅提升生产的柔性、自动化程度和智能化水平,是现代智能制造不可或缺的关键支撑。机器视觉通过激光扫描,获取物体的三维点云数据。用于引导拆垛、无序抓取、三维尺寸测量等复杂应用。丽水机器视觉设...
-
 佛山机器视觉设备
佛山机器视觉设备电子制造和半导体行业是机器视觉应用早、要求高的领域之一,约占全球机器视觉市场的40%-50%。在印刷电路板(PCB)生产中,视觉系统用于检测线路板的蚀刻质量、导通孔位置、元件焊膏的印刷精度。在表面贴装(SMT)过程中,高速度、高精度的视觉系统负责对电子元件进行对位校正,确保贴装准确无误。在芯片制造中,视觉系统用于晶圆的缺陷检测、引线键合引导、芯片封装的对准等。这些工序精度要求极高,速度极快,且工作环境洁净度要求高,人工根本无法胜任,机器视觉成为了保障产品质量和生产效率的选择。随着处理器性能的提升,机器视觉系统正朝着更紧凑、更集成的方向发展。佛山机器视觉设备工业相机是系统的“视网膜”,负责将光学...
-
 亳州外观机器视觉多少钱
亳州外观机器视觉多少钱传统的机器视觉系统通常采用“采集”与“分析”分离的架构,即由工业相机、图像采集卡、PC和软件组成。这种架构灵活性高,处理能力强大,适合复杂的应用,但系统体积相对庞大,成本较高。随着嵌入式技术的进步,一种高度集成化的产品——智能相机应运而生。它将相机、处理器、内存、I/O接口和图像处理软件全部集成在一个紧凑的相机外壳内,无需额外的PC和采集卡即可完成图像采集、处理和结果输出。智能相机具有体积小、易于安装、开发简便、可靠性高的优点,虽然处理能力可能不及较佳的PC系统,但已能满足大多数工业检测的需求,极大地降低了机器视觉的应用门槛,促进了技术的普及。随着处理器性能的提升,机器视觉系统正朝着更紧凑、更...
-
 杭州CCD机器视觉检测设备
杭州CCD机器视觉检测设备传统的2D视觉主要提供平面信息,对于高度、深度、平面度等三维形貌无能为力。3D机器视觉技术的成熟实现了从平面到立体的跨越。通过激光三角测量、结构光、立体视觉等技术,3D视觉能够精确获取物体的三维点云数据。这使得许多以往难以实现的应用成为可能,例如:对不规则物体的体积测量、焊接焊缝的三维跟踪与质量检测、物流包裹的尺寸测量与无序抓取(Bin Picking)、以及精密零部件的平面度与共面性检测。3D视觉为自动化提供了更丰富、更可靠的环境感知信息,是提升工业机器人智能化水平的关键。一个完整的机器视觉系统通过图像采集设备(如CMOS或CCD相机)将捕获的目标物体转换为图像信号.杭州CCD机器视觉检测设...
-
 昆山缺陷检测机器视觉自动化设备
昆山缺陷检测机器视觉自动化设备机器视觉是人工智能正在快速发展的一个分支。简单说来,机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是通过机器视觉产品(即图像摄取装置,分CMOS和CCD两种)将被摄取目标转换成图像信号,传送给**的图像处理系统,得到被摄目标的形态信息,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。机器视觉系统**基本的特点就是提高生产的灵活性和自动化程度。在一些不适于人工作业的危险工作环境或者人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉。同时,在大批量重复性工业生产过程中,用机器视觉检测方法可以**提...
-
舟山CCD机器视觉系统
机器视觉检测系统的工作原理是通过CCD相机将检测目标转换为图像信号,传输至图像处理系统,系统对像素分布、亮度、颜色等信息进行数字化处理,通过各种运算抽取目标特征,如面积、数量、位置、长度等,并根据预设条件输出结果,实现自动识别。典型机器视觉系统结构包括照明、镜头、相机、图像采集卡和视觉处理器等部分。照明是影响系统输入质量的关键因素,需根据具体应用选择合适的光源和照射方式,如背向照明、前向照明、结构光照明和频闪光照明等。镜头选择需考虑焦距、目标高度、影像高度、放大倍数、工作距离、中心点及畸变等因素,通过公式计算所需焦距在汽车制造业,机器视觉贯穿从零部件生产到整车装配的全过程。舟山CCD机器视觉系...
-
 盐城CCD机器视觉检测设备
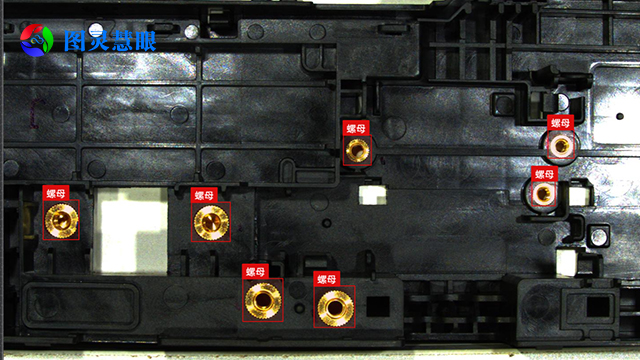
盐城CCD机器视觉检测设备特征分析与识别是机器视觉系统的“大脑”,是其智能性的体现。其中,“定位”是基础且关键的功能。它不仅是找到物体在图像中的大概位置,而是要精确计算出其二维甚至三维的空间坐标(X, Y)以及旋转角度(θ)。这项技术通常基于模板匹配、Blob分析(连通域分析)或边缘检测算法。例如,在机器人抓取应用中,视觉系统必须精确告知机器人目标工件的中心点坐标和摆放角度;在装配线上,需要定位螺丝孔的位置以引导自动锁螺丝机。高精度的定位能力是实现自动化装配、对位、贴合等操作的前提,确保了生产流程的精确性和可靠性。在汽车制造业,机器视觉的应用贯穿从零部件到整车组装的整个链条。盐城CCD机器视觉检测设备工业机器视觉系统的...
-
 温州外观机器视觉检测设备
温州外观机器视觉检测设备相机是机器视觉系统的“视网膜”,负责将光学图像转换为电信号。按照不同标准,相机有多种分类方式。按成像色彩可分为彩色相机和黑白相机,黑白相机通常具有更高的分辨率和灵敏度;按传感器类型可分为CCD和CMOS,CMOS技术近年来发展迅速,在速度、集成度和成本上更具优势;按扫描方式可分为面阵相机(一次获取一幅二维图像)和线阵相机(一次获取一条线状图像,通过与被测物相对运动构建二维图像),线阵相机特别适用于连续滚动的材料(如布匹、纸张、金属板材)的表面检测。相机的分辨率(像素数量)决定了其捕捉细节的能力,而帧率(每秒采集图像的数量)则决定了它能否清晰捕捉高速运动的目标。选择合适的相机是平衡性能需求与系统...
-
厦门机器视觉生产厂家
机器视觉技术在国外已广泛应用于半导体及电子行业,约占40%-50%的市场份额,在质量检测等领域发挥着重要作用。在中国,视觉技术应用始于20世纪90年代,随着技术普及和行业发展,逐渐渗透到制药、包装、电子、汽车制造、半导体、纺织、交通、物流等领域。3D机器视觉技术的发展进一步拓展了应用范围,可用于水果、木材、化妆品、电子组件等产品的三维信息获取和质量评级。机器视觉的研究始于20世纪60年代,从理解积木世界开始,逐步发展到图像分割、目标制导、并行处理、三维信息提取、序列图像分析等领域。然而,研究发现机器视觉算法存在弱点,如容易被特定修改的图像干扰,这成为其发展的挑战之一。机器视觉主要应用于检测和机...
-
深圳外观机器视觉多少钱
在精确定位的基础上,“测量”功能展现了机器视觉在计量领域的强大能力。它能够非接触地、高速地测量物体的各种几何尺寸,如长度、直径、角度、圆度、位置度等,精度可达微米级别。与传统卡尺、投影仪等接触式测量工具相比,视觉测量不仅速度快上千倍,而且避免了接触可能带来的划伤或变形。其原理通常是通过相机标定,建立图像像素尺寸与实际物理尺寸的对应关系,然后通过分析目标的边缘轮廓,计算出所需的几何参数。这一技术广泛应用于精密零部件尺寸检测、电子元件引脚间距测量、产品装配间隙检查等,是保证产品符合设计公差的重要手段。机器视觉半导体:晶圆缺陷检测、芯片封装定位。深圳外观机器视觉多少钱电子制造行业是工业机器视觉应用早...
-
 成都机器视觉技术
成都机器视觉技术根据市场研究数据,中国机器视觉市场正展现出强劲的增长势头。预计到2025年,市场规模将突破210亿元人民币,年均复合增长率(CAGR)保持在20%左右。这一增长主要由多重因素驱动:首先是国家层面推进智能制造和产业升级的战略导向;其次是劳动力成本上升和對产品质量要求提高带来的刚性需求;也是重要的,是人工智能、深度学习等底层技术的飞速发展,为机器视觉注入了新的活力,使其能够解决更复杂的应用难题,从而不断开拓新的市场空间。机器视觉印刷行业:检测包装材料的色彩偏差、印刷错漏、字符模糊。成都机器视觉技术机器视觉是一项综合技术,涵盖了图像处理、机械工程技术、控制技术、电光源照明、光学成像、传感器技术、模拟...
-
 无锡CCD机器视觉生产厂家
无锡CCD机器视觉生产厂家工业界对生产效率和产品质量的追求永无止境,这驱动着机器视觉技术不断向更高速度、更高精度迈进。相机传感器技术持续进步,更高分辨率的相机能捕捉更细微的细节,而更高帧率的相机能冻结更快的运动瞬间。图像传输接口标准如CoaXPress 2.0、USB3 Vision、10GigE等提供了极高的数据传输带宽。同时,处理硬件(如多核CPU、GPU、FPGA)的算力飞速增长,使得在极短时间内处理海量图像数据成为可能。这些技术进步共同确保了机器视觉系统能够满足未来工业对微米级精度和毫秒级响应时间的苛刻要求。相机是机器视觉系统的“视网膜”,负责将光学图像转换为电信号。无锡CCD机器视觉生产厂家工业机器视觉正在超...
-
 温州缺陷检测机器视觉生产厂家
温州缺陷检测机器视觉生产厂家传统的2D视觉主要提供平面信息,对于高度、深度、平面度等三维形貌无能为力。3D机器视觉技术的成熟实现了从平面到立体的跨越。通过激光三角测量、结构光、立体视觉等技术,3D视觉能够精确获取物体的三维点云数据。这使得许多以往难以实现的应用成为可能,例如:对不规则物体的体积测量、焊接焊缝的三维跟踪与质量检测、物流包裹的尺寸测量与无序抓取(Bin Picking)、以及精密零部件的平面度与共面性检测。3D视觉为自动化提供了更丰富、更可靠的环境感知信息,是提升工业机器人智能化水平的关键。机器视觉检测系统通过“图像采集、处理、分析、控制”的自动化闭环,将视觉判断能力进行量化、加速和升华。温州缺陷检测机器视觉...
-
 镇江CCD机器视觉源头厂家
镇江CCD机器视觉源头厂家在精确定位的基础上,“测量”功能展现了机器视觉在计量领域的强大能力。它能够非接触地、高速地测量物体的各种几何尺寸,如长度、直径、角度、圆度、位置度等,精度可达微米级别。与传统卡尺、投影仪等接触式测量工具相比,视觉测量不仅速度快上千倍,而且避免了接触可能带来的划伤或变形。其原理通常是通过相机标定,建立图像像素尺寸与实际物理尺寸的对应关系,然后通过分析目标的边缘轮廓,计算出所需的几何参数。这一技术广泛应用于精密零部件尺寸检测、电子元件引脚间距测量、产品装配间隙检查等,是保证产品符合设计公差的重要手段。机器视觉半导体:晶圆缺陷检测、芯片封装定位。镇江CCD机器视觉源头厂家传统的2D视觉主要提供平面信...
-
武汉CCD机器视觉源头厂家
机器视觉系统的工作原理是一个从物理世界到数字信息再到控制指令的完整链条。整个过程始于照明系统,合适的光源将目标物体需要被检测的特征清晰地凸显出来。随后,相机镜头将对焦后的光学图像投射到图像传感器(CCD或CMOS)上,传感器将光信号转换为模拟电信号。图像采集卡(对于非嵌入式系统)则负责将模拟信号进行数字化,即转换为由像素点阵构成的、计算机可以处理的数字图像。这幅数字图像被送入图像处理单元,通过运行特定的算法软件,对图像进行预处理(如降噪、增强对比度)、特征提取(如边缘、角点、颜色、纹理)和分析计算(如尺寸、位置、数量统计)。智能判断决策模块将分析结果与预设的允许度和其他条件进行比对,输出“合格...
-
杭州外观机器视觉多少钱
机器视觉系统的工作原理是一个从物理世界到数字信息再到控制指令的完整链条。整个过程始于照明系统,合适的光源将目标物体需要被检测的特征清晰地凸显出来。随后,相机镜头将对焦后的光学图像投射到图像传感器(CCD或CMOS)上,传感器将光信号转换为模拟电信号。图像采集卡(对于非嵌入式系统)则负责将模拟信号进行数字化,即转换为由像素点阵构成的、计算机可以处理的数字图像。这幅数字图像被送入图像处理单元,通过运行特定的算法软件,对图像进行预处理(如降噪、增强对比度)、特征提取(如边缘、角点、颜色、纹理)和分析计算(如尺寸、位置、数量统计)。智能判断决策模块将分析结果与预设的允许度和其他条件进行比对,输出“合格...
-
 南京外观机器视觉源头厂家
南京外观机器视觉源头厂家机器视觉检测是一门利用先进的光学成像系统、高性能计算硬件及专业图像处理算法,模拟并超越人类视觉功能,实现对工业产品进行自动化、高精度、高效率的质量检测与判断的综合技术。价值在于将传统依赖人工主观判断、易疲劳、效率低下的检测环节,转变为客观、稳定、连续且不知疲倦的自动化过程。这套系统不仅是“代替人眼”,更是通过其远超人类的精度、速度和数据化能力,为现代制造业构筑了坚实的产品质量防线。它通过准确的测量、识别与判断,确保从微小的电子芯片到庞大的汽车部件,都能符合严格的质量标准,是实现智能制造、数字化工厂不可或缺的关键技术基石。机器视觉的战略意义在于它将人类的视觉认知能力工程化、自动化。南京外观机器视...
-
 南京外观机器视觉检测设备
南京外观机器视觉检测设备“识别”功能让机器视觉系统具备了“阅读”和理解能力。这主要包括两大类:一是对一维码、二维码等符号的读取,通常称为条码识别;二是对印刷字符、刻印字符的识别,即光学字符识别(OCR)或光学字符验证(OCV)。在物流分拣中,视觉系统能快速读取包裹上的条码,实现自动化分流向;在药品包装线上,它能确保每一盒药上的批号、有效期印刷正确无误;在汽车零部件追溯中,它能读取零件上的DPM码(直接部件标识)。强大的识别功能是实现产品追溯、防错防呆、生产信息化管理的关键,将物理世界的信息无缝对接到数字管理系统中。机器视觉系统通过千兆网、USB等接口与PLC或机器人控制器通信,输出检测结果或触发信号。南京外观机器视觉...
-
南通缺陷检测机器视觉技术
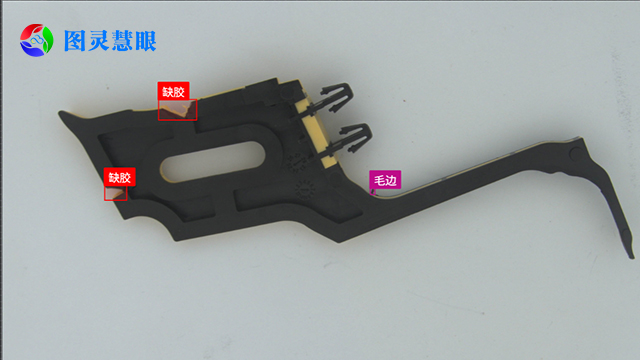
在快速发展的新能源行业,特别是光伏和锂电领域,机器视觉的应用场景正在迅速扩展。在光伏电池片生产中,视觉系统用于检测硅片的隐裂、缺角、脏污,以及印刷栅线的完整性和对齐度。在锂电池制造中,它用于检测极片的涂布质量、是否存在露箔、划痕,测量电芯的卷绕对齐度,并检测电池外壳的密封钉焊接质量。此外,在电池模组和Pack线上,视觉系统进行汇流排焊接引导、螺丝拧紧状态检测、二维码读取追溯等。新能源行业对质量一致性和安全性的极高要求,为机器视觉技术提供了广阔的用武之地。在制造业中,机器视觉系统能高速检测产品表面的划痕、污点、凹陷、毛刺等瑕疵,大幅提升检测效率与一致性。南通缺陷检测机器视觉技术镜头是机器视觉系统...
-
温州CCD机器视觉厂家
相机按不同标准可分为彩色与黑白、普通分辨率与高分辨率、不同光敏面尺寸、线阵与面阵、内同步与外同步等类型。图像采集卡决定了相机的接口类型,负责将图像迅速传输至计算机处理。视觉处理器曾用于加速视觉任务,但随着计算机性能提升,已逐渐退出市场。在机器视觉系统设计中,光源选型至关重要,需重点考虑对比度、亮度、鲁棒性等因素,确保图像特征明显,减少位置敏感度,提高系统稳定性。机器视觉在布匹检测等领域的应用体现了其实际价值。传统布匹质量检测依赖人工,成本高、效率低且易出错。通过机器视觉系统,可对快速运动的布匹进行实时、准确的颜色检测、杂质识别和面积计算。系统采用彩色CCD相机获取RGB图像,转换为CIELAB...
-
淮安缺陷检测机器视觉系统
中国机器视觉产业的发展与我国成为“世界制造业中心”的进程紧密相连。早期,市场主要由国际品牌主导,国内企业多以代理为主。经过长期的技术积累和市场培育,中国机器视觉市场在2010年左右迎来爆发式增长,当年市场规模达到8.3亿元,同比增长高达48.2%。此后,市场进入高速但渐趋稳健的增长通道,应用范围从的电子制造迅速扩展到汽车、制药、包装、物流等众多行业。目前,中国已成为全球机器视觉市场发展活跃的地区之一,本土品牌在技术研发、产品创新和市场服务上不断取得突破,市场份额持续扩大,呈现出与国际品牌同台竞技的态势。机器视觉包括检测表面的划伤、碰伤、毛刺、凹陷、污点、斑点、气泡、翘曲等。淮安缺陷检测机器视觉...
-
 无锡机器视觉多少钱
无锡机器视觉多少钱半导体行业对机器视觉的依赖程度极高。在晶圆制造中,视觉系统用于晶圆的对准标记识别,确保光刻、刻蚀、沉积等工艺的精细定位;用于检测晶圆表面的微粒、划伤、图案缺陷,这些缺陷哪怕微乎其微也可能导致芯片失效。在芯片封装环节,视觉系统引导键合机进行引线键合,确保金线准确连接芯片焊盘和封装基板;它还用于检测焊球阵列(BGA)的共面性、引脚间距等。在整个半导体制造流程中,机器视觉在超洁净环境下,以纳米级的精度要求,守护着每一片晶圆和每一颗芯片的良率。机器视觉食品与饮料:检测包装完整性、封口质量、灌装液位、有无异物。无锡机器视觉多少钱工业机器视觉正在超越单一的检测工具角色,与工业物联网(IIoT)和数字孪生技...
-
镇江机器视觉厂家
2011年,中国机器视觉市场进入后增长调整期,虽然增长率较2010年有所回落,但仍保持30.1%的较高增速,市场规模升至10.8亿元。其中,智能相机、工业相机、软件和板卡增速均不低于30%,光源增幅也达28.6%,远高于中国整体自动化市场的增长水平。电子制造行业依然是拉动需求的主力,2011年该行业机器视觉市场规模达5.0亿元,增长35.1%,占整体市场份额的46.3%。电子制造、汽车、制药和包装机械四大行业共同占据了近70%的市场份额。机器视觉系统通过提高生产的柔性和自动化程度,在不适于人工作业的危险环境或人工视觉难以满足要求的场合发挥重要作用。同时,在大规模工业生产中,机器视觉检测能有效提...
-
淮安外观机器视觉多少钱
镜头是机器视觉系统的“晶状体”,其性能直接决定了成像的清晰度、视野范围、畸变程度和景深。镜头的参数包括焦距、光圈、景深、接口类型和畸变率。焦距决定了成像的放大倍数和视野大小;光圈控制进光量和景深(即能保持清晰成像的物距范围);景深对于物体表面有起伏的应用至关重要。在选择镜头时,需要进行严谨的光学计算,关键公式涉及视野(FOV)、相机传感器尺寸、工作距离(WD)和所需分辨率。特殊镜头如远心镜头能消除误差,特别适用于高精度尺寸测量;显微镜头则用于观测微小目标。错误的镜头选型会直接导致整个系统无法达到预期的检测精度。AI与机器视觉深度融合是必然趋势。系统将更具自适应和学习能力,能从少量样本中学习,并...
-
广州缺陷检测机器视觉多少钱
中国机器视觉产业的发展与我国成为“世界制造业中心”的进程紧密相连。早期,市场主要由国际品牌主导,国内企业多以代理为主。经过长期的技术积累和市场培育,中国机器视觉市场在2010年左右迎来爆发式增长,当年市场规模达到8.3亿元,同比增长高达48.2%。此后,市场进入高速但渐趋稳健的增长通道,应用范围从的电子制造迅速扩展到汽车、制药、包装、物流等众多行业。目前,中国已成为全球机器视觉市场发展活跃的地区之一,本土品牌在技术研发、产品创新和市场服务上不断取得突破,市场份额持续扩大,呈现出与国际品牌同台竞技的态势。机器视觉系统通过千兆网、USB等接口与PLC或机器人控制器通信,输出检测结果或触发信号。广州...
-
马鞍山外观机器视觉设备
半导体行业对机器视觉的依赖程度极高。在晶圆制造中,视觉系统用于晶圆的对准标记识别,确保光刻、刻蚀、沉积等工艺的精细定位;用于检测晶圆表面的微粒、划伤、图案缺陷,这些缺陷哪怕微乎其微也可能导致芯片失效。在芯片封装环节,视觉系统引导键合机进行引线键合,确保金线准确连接芯片焊盘和封装基板;它还用于检测焊球阵列(BGA)的共面性、引脚间距等。在整个半导体制造流程中,机器视觉在超洁净环境下,以纳米级的精度要求,守护着每一片晶圆和每一颗芯片的良率。镜头是机器视觉系统的“晶状体”,其性能直接决定了成像的清晰度、视野范围、畸变程度和景深。马鞍山外观机器视觉设备传统的2D视觉主要提供平面信息,对于高度、深度、平...
-
昆山外观机器视觉检测设备
图像采集是机器视觉检测的基石,其质量直接决定了整个系统的成败。此过程始于精心的光源设计。光源并非简单照亮物体,任务是创造比较佳的信噪比和对比度,将需要检测的特征(如微细划痕、微小尺寸差异、印刷字符)清晰地凸显出来,同时比较大限度地抑制背景干扰和无关反射。根据被测物体的表面特性(如反光、透光、凹凸不平),需要选择不同的照明方式,如背光照明可产生轮廓鲜明的剪影效果,同轴光能有效消除镜面反光,穹顶光则适用于复杂曲面物体的均匀照明。在理想的光照条件下,工业相机通过精密的工业镜头,在精确控制的瞬间(通常由传感器或PLC触发)捕捉目标图像,并将光信号转换为数字图像信号,为后续分析提供高质量的“原材料”。在...
-
北京外观机器视觉设备
2011年,中国机器视觉市场进入后增长调整期,虽然增长率较2010年有所回落,但仍保持30.1%的较高增速,市场规模升至10.8亿元。其中,智能相机、工业相机、软件和板卡增速均不低于30%,光源增幅也达28.6%,远高于中国整体自动化市场的增长水平。电子制造行业依然是拉动需求的主力,2011年该行业机器视觉市场规模达5.0亿元,增长35.1%,占整体市场份额的46.3%。电子制造、汽车、制药和包装机械四大行业共同占据了近70%的市场份额。机器视觉系统通过提高生产的柔性和自动化程度,在不适于人工作业的危险环境或人工视觉难以满足要求的场合发挥重要作用。同时,在大规模工业生产中,机器视觉检测能有效提...
-
湖州外观机器视觉自动化设备
传统的2D视觉主要提供平面信息,对于高度、深度、平面度等三维形貌无能为力。3D机器视觉技术的成熟实现了从平面到立体的跨越。通过激光三角测量、结构光、立体视觉等技术,3D视觉能够精确获取物体的三维点云数据。这使得许多以往难以实现的应用成为可能,例如:对不规则物体的体积测量、焊接焊缝的三维跟踪与质量检测、物流包裹的尺寸测量与无序抓取(Bin Picking)、以及精密零部件的平面度与共面性检测。3D视觉为自动化提供了更丰富、更可靠的环境感知信息,是提升工业机器人智能化水平的关键。机器视觉通过激光扫描,获取物体的三维点云数据。用于引导拆垛、无序抓取、三维尺寸测量等复杂应用。湖州外观机器视觉自动化设备...