标签列表 - 杭州柯盛行仪器有限公司
-
 江苏柯尼卡美能达影像测量仪直销
江苏柯尼卡美能达影像测量仪直销MEMS(微机电系统)器件的爆发式增长将影像测量仪推向亚微米级测量极限。典型挑战包括:加速度计悬臂梁厚度只2μm,传统光学衍射极限(约0.5μm)难以分辨;陀螺仪谐振腔的纳米级振动需抑制车间微震(<0.01μm);而硅基材料的高反光性导致边缘识别失效。突破方案是多技术融合:蓝光LED(450nm波长)缩短衍射极限至0.25μm;相移干涉法测量薄膜应力,精度达0.01nm;而真空吸附平台消除静电吸附干扰。某博世传感器工厂案例显示,优化后MEMS芯片合格率从82%跃升至97%。操作关键点包括:环境控制Class100洁净度,避免微粒污染;Z轴步进0.05μm的纳米平台实现精细聚焦;软件采用小波变换...
发布时间:2025.11.21 -
浙江在线影像测量仪直销
影像测量仪领域正兴起用户主导的开源生态,打破厂商技术壁垒。主要平台如GitHub上的“OpenVision”项目,聚集全球3000+工程师共享测量程序:汽车零件检测模板下载量超2万次,新手可直接调用宝马支架的GD&T分析脚本。创新模式包括:厂商开放API接口——Keyence提供PythonSDK,用户开发出AI焊点分类插件,误判率比原生软件低15%;而论坛“VisionForum”实现问题秒级响应,某用户上传的“透明胶带反光解决方案”被200家企业采用。企业级实践更深入:富士康建立内部知识库,整合10万+检测案例,新设备部署周期缩短60%;西门子推行“用户创新计划”,采纳客户设计的SPC看板...
发布时间:2025.11.20 -
 江苏产线影像测量仪厂家
江苏产线影像测量仪厂家影像测量仪领域正兴起用户主导的开源生态,打破厂商技术壁垒。主要平台如GitHub上的“OpenVision”项目,聚集全球3000+工程师共享测量程序:汽车零件检测模板下载量超2万次,新手可直接调用宝马支架的GD&T分析脚本。创新模式包括:厂商开放API接口——Keyence提供PythonSDK,用户开发出AI焊点分类插件,误判率比原生软件低15%;而论坛“VisionForum”实现问题秒级响应,某用户上传的“透明胶带反光解决方案”被200家企业采用。企业级实践更深入:富士康建立内部知识库,整合10万+检测案例,新设备部署周期缩短60%;西门子推行“用户创新计划”,采纳客户设计的SPC看板...
-
 镀层影像测量仪总代
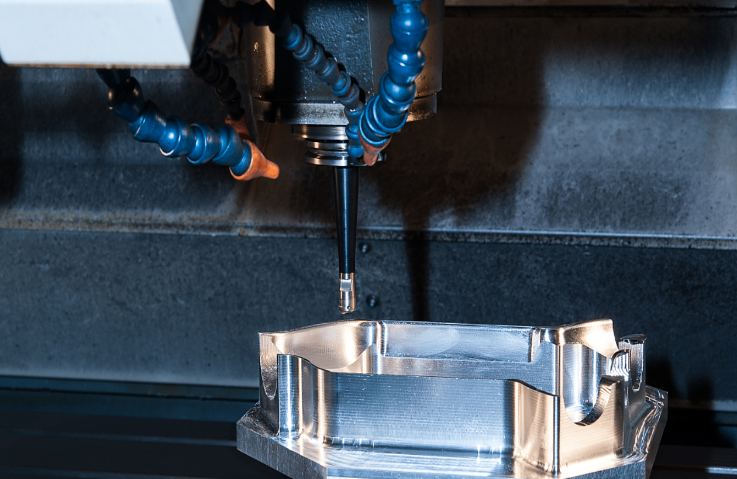
镀层影像测量仪总代3D打印技术的爆发式增长使影像测量仪面临新挑战:复杂曲面、多孔结构和表面纹理的精确量化。传统测量工具难以处理拓扑优化后的轻量化支架(如晶格结构),而影像测量仪通过多视角合成技术解决此难题。设备搭载旋转平台和倾斜镜头,自动采集工件360°图像,软件利用点云算法重建三维模型,精度达±3μm。例如,在金属3D打印航空零件检测中,它能分析悬臂结构的层间融合缺陷、支撑残留及表面粗糙度Ra值,避免人工显微镜检查的主观误差。关键创新在于光源优化——针对高反光金属粉末(如钛合金),采用漫射环形光消除热点;而透明树脂件则启用透射背光,清晰呈现0.1mm微孔连通性。某骨科植入物制造商反馈,使用该方案后,定制化髋臼...
发布时间:2025.11.13 -
上海显色影像测量仪维修
体育器材行业正借助影像测量仪将"工匠经验"转化为"科学数据",实现性能跃升。主要应用聚焦三方面:高尔夫球杆重心测量——通过多角度扫描重建3D模型,定位重心偏移量(精度±0.1g),优化挥杆平衡性;网球拍线床张力分析——高速相机捕捉击球瞬间线位移,反推张力分布,使控球精度提升12%;碳纤维车架缺陷检测——红外光源穿透复合材料,识别0.05mm级孔隙,某自行车厂商反馈使断裂率下降35%。技术难点在于动态特性捕捉:设备需与高速摄影机同步,记录羽毛球拍挥动时的形变过程;而弹性材料(如滑雪板)测量需模拟-20℃低温环境。某**实验室案例显示,鞋底纹路深度测量精度达±2μm,使防滑性能预测准确率提升至95...
发布时间:2025.11.13 -
 上海产线影像测量仪总代
上海产线影像测量仪总代珠宝首饰行业正借助影像测量仪实现从"手工技艺"到"数字精工"的蜕变。主要价值在于微小特征捕捉:设备以0.1μm精度测量钻石切面角度(理想值55°±0.5°),自动计算火彩指数;铂金戒圈的内径一致性控制在±1μm,避免佩戴不适。例如,卡地亚使用该技术扫描古董首饰,1:1重建CAD模型用于复刻,误差<0.3μm,使修复效率提升5倍。技术突破在透明材质处理:偏振环形光穿透宝石,清晰呈现内含物三维分布;而激光共聚焦模式测量珐琅层厚度,精度达±0.05μm。某周大福案例显示,设备使定制首饰交付周期从30天缩至7天,客户满意度提升28%。挑战包括高反光表面——黄金需低角度暗场照明;而镂空工艺要求亚像素边缘...
发布时间:2025.11.11 -
 浙江柯尼卡美能达影像测量仪销售
浙江柯尼卡美能达影像测量仪销售纺织服装行业正借助影像测量仪实现从"经验制造"到"数据驱动"的转型。主要痛点是柔性材料测量:传统卡尺拉伸布料导致形变,而非接触式技术可精细捕捉0.01mm级的纱线直径、织物密度及弹性回复率。例如,运动品牌用设备分析莱卡纤维的拉伸曲线,优化紧身衣压力分布,使运动表现提升8%;而高级衬衫厂商通过0.5μm精度测量棉纱毛羽长度,将起球率降低40%。技术突破在于动态张力控制:真空吸附平台施加恒定微压力(0.1N),模拟实际穿着状态;多角度环形光消除经纬线阴影干扰。某快时尚企业案例显示,设备使样衣开发周期从14天缩至5天,减少打样浪费60%。挑战包括纹理复杂性——提花织物需深度学习分割算法识别图案单元;...
发布时间:2025.11.10 -
浙江实验室影像测量仪厂家
影像测量仪正成为高校工程教育的“活教材”,将抽象理论转化为可视化实践。在机械工程实验室,学生通过操作设备直观理解GD&T公差带、阿贝原则等重点概念——例如,测量齿轮齿廓偏差时,软件实时渲染理论渐开线与实测曲线的差异,误差值动态关联ISO1302标准。某清华课程案例显示,使用设备后学生对形位公差的理解准确率提升52%。科研层面,它支撑前沿课题:材料学院研究3D打印微晶格结构的压缩形变,设备以0.5μm精度捕捉单胞断裂过程;微电子系分析MEMS传感器的热漂移,通过温度控制平台量化10⁻⁶级形变。创新教学模式包括:虚拟仿真实验——学生先在软件模拟校准流程,再操作实体设备;竞赛驱动学习——全国大学生工...
-
 浙江台式影像测量仪厂家
浙江台式影像测量仪厂家影像测量仪在医疗器械领域是保障生命安全的“隐形守护者”,尤其适用于植入物、手术器械等高风险产品。骨科关节假体的球头圆度需达IT5级(±2μm),传统触碰测量易污染无菌表面,而非接触式影像技术完美规避此风险。设备通过同轴落射光源穿透钛合金表面,精确分析髋臼杯的直径一致性、沟槽深度及边缘锐度,确保与人体骨骼的完美契合。例如,在冠状动脉支架生产中,它能检测0.08mm细丝的切割毛刺和网孔均匀性,单次扫描覆盖300+特征点,漏检率低于0.05%。软件符合FDA21CFRPart11电子记录规范,自动关联批次号与检测数据,实现全生命周期追溯。实际案例显示,某心脏支架厂商部署后,产品召回率下降35%,并通...
-
江苏企业影像测量仪总代
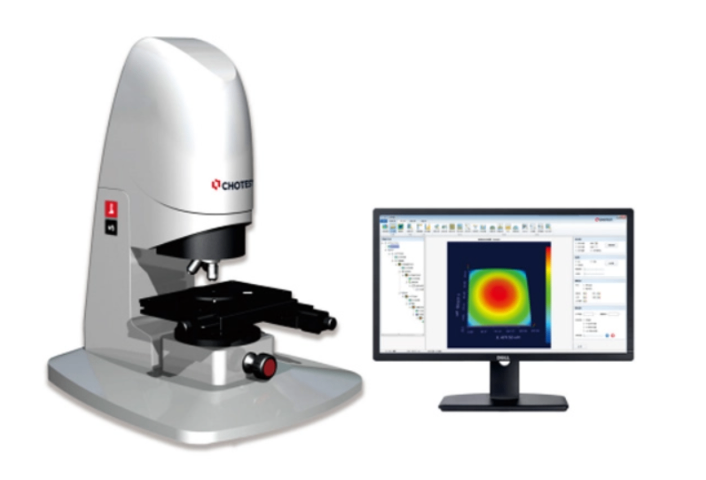
影像测量仪的硬件系统是高精度测量的物质基础,由多个精密模块协同运作。重点组件包括:光学成像单元(配备500万至2000万像素工业相机、0.7X-4.5X连续变焦镜头及多光谱光源),确保在不同材质(如反光金属或透明塑料)下获取清晰图像;高刚性运动平台,实现X/Y轴定位精度±1μm,Z轴自动聚焦范围达100mm;以及控制系统(嵌入式工控机+伺服电机),支持0.001mm步进分辨率。光源技术尤为关键:同轴落射光消除阴影,环形LED提供均匀照明,而较新机型引入结构光投影,实现复杂曲面的3D扫描。此外,环境适应性设计不容忽视——温控系统维持20±1℃恒温,隔振平台抑制外部震动,保障微米级稳定性。校准环节...
发布时间:2025.11.07 -
山东汽车影像测量仪代理
影像测量仪的软件系统是其智能化的重心,远超基础图像捕捉功能,集成了高级算法与用户友好界面。现代软件(如QVI、MitutoyoMeasurLink)采用模块化设计,支持自动编程、模板匹配和AI驱动分析。操作时,用户通过图形化界面设定测量序列:例如,导入CAD图纸后,软件自动比对实际图像与理论轮廓,高亮显示偏差区域;或利用深度学习识别缺陷(如划痕、毛刺),分类准确率超95%。关键功能包括SPC统计过程控制——实时监控CPK值,预警制程异常;3D点云重建——通过多角度图像合成三维模型,用于逆向工程;以及大数据整合——将测量数据无缝对接企业云平台,支持远程诊断。软件还具备自学习能力:积累历史数据后,...
-
 江苏optisense影像测量仪代理
江苏optisense影像测量仪代理手持式影像测量仪正突破传统设备的空间限制,将实验室级精度带入生产现场。重量只2-5kg,内置电池续航8小时,操作者可单手握持检测大型工件(如飞机蒙皮、风电叶片)。重点技术是微型化光学系统:1000万像素CMOS传感器配合4K微距镜头,实现±5μm精度;六轴IMU(惯性测量单元)实时补偿手抖,确保移动中数据可靠。例如,在船舶制造中,工程师直接扫描焊缝余高,软件即时生成三维热力图,替代笨重的三坐标机。优势场景包括:设备维修——现场测量轴承磨损量,决策更换时机;来料检验——仓库抽检金属板材平面度;甚至户外考古——非接触记录文物细节。某高铁维保团队反馈,手持设备使故障诊断效率提升3倍,停机时间减少40...
发布时间:2025.11.06 -
浙江企业影像测量仪代理
手持式影像测量仪正突破传统设备的空间限制,将实验室级精度带入生产现场。重量只2-5kg,内置电池续航8小时,操作者可单手握持检测大型工件(如飞机蒙皮、风电叶片)。重点技术是微型化光学系统:1000万像素CMOS传感器配合4K微距镜头,实现±5μm精度;六轴IMU(惯性测量单元)实时补偿手抖,确保移动中数据可靠。例如,在船舶制造中,工程师直接扫描焊缝余高,软件即时生成三维热力图,替代笨重的三坐标机。优势场景包括:设备维修——现场测量轴承磨损量,决策更换时机;来料检验——仓库抽检金属板材平面度;甚至户外考古——非接触记录文物细节。某高铁维保团队反馈,手持设备使故障诊断效率提升3倍,停机时间减少40...
发布时间:2025.11.04 -
 影像测量仪代理
影像测量仪代理高反光表面(如不锈钢、镜面模具)曾导致影像测量仪失效——眩光淹没特征边缘。专业解决方案分硬件与软件双路径。硬件上,偏振成像系统是重点:光源加装起偏器,镜头配检偏器,旋转角度消除特定反射;环形LED采用微透镜阵列,实现漫射照明,某注塑模具检测中使对比度提升300%。软件算法突破包括:多光源融合技术——依次启用不同角度光源,合成无眩光图像;而深度学习去反光模型(如GAN网络)智能修复过曝区域。实际案例:某苹果供应链厂商测量镜面A壳,传统方法误差±5μm,优化后达±0.8μm。操作技巧至关重要:避免90°垂直照明,改用15°-30°低角度光;工件表面涂水雾临时消光(适用于非洁净场景);而黑色背景板吸...
发布时间:2025.10.30 -
 浙江影像测量仪总代
浙江影像测量仪总代影像测量仪的微米级精度极易受环境波动干扰,温度、湿度和振动是三大主要误差源。温度每变化1℃,花岗岩平台热膨胀系数(约7×10⁻⁶/℃)可导致100mm工件产生0.7μm误差。高级设备通过三重补偿机制应对:内置高精度温度传感器(±0.01℃分辨率)实时监测,软件动态调整像素当量;恒温腔体维持20±0.1℃环境,采用相变材料吸收热量波动;关键部件选用低膨胀合金(如殷钢)。湿度影响镜头结露和材料吸湿——当RH>60%时,塑料件可能膨胀2μm,设备通过湿度闭环控制(目标45±5%RH)及防潮涂层镜头解决。振动隔离是另一重点:空气弹簧隔振平台衰减外部震动90%以上,而主动式压电补偿系统(响应频率达100...
-
 镀层影像测量仪总代
镀层影像测量仪总代AR技术正将影像测量仪从“屏幕操作”升级为“空间交互”体验。重点方案是通过HoloLens2或MagicLeap等设备,将测量数据叠加至真实工件——操作员佩戴AR眼镜后,视野中实时显示虚拟标尺、公差带及缺陷热力图。例如,在检测航空叶片时,系统用红色半透明区域标出超差的前缘曲率,叠加箭头指引较优修磨路径,使返工效率提升40%。技术实现依赖SLAM(即时定位与地图构建):设备先扫描工件生成点云,AR系统通过特征匹配精确定位虚拟元素,注册误差<0.1mm。创新应用包括:远程协作——现场人员共享AR视角,用手势标注问题区域;AI辅助教学——新手操作时,AR弹出步骤提示并纠正错误手法。某波音维修中心案例...
-
 上海高分辨率影像测量仪直销
上海高分辨率影像测量仪直销影像测量仪的软件系统是其智能化的重心,远超基础图像捕捉功能,集成了高级算法与用户友好界面。现代软件(如QVI、MitutoyoMeasurLink)采用模块化设计,支持自动编程、模板匹配和AI驱动分析。操作时,用户通过图形化界面设定测量序列:例如,导入CAD图纸后,软件自动比对实际图像与理论轮廓,高亮显示偏差区域;或利用深度学习识别缺陷(如划痕、毛刺),分类准确率超95%。关键功能包括SPC统计过程控制——实时监控CPK值,预警制程异常;3D点云重建——通过多角度图像合成三维模型,用于逆向工程;以及大数据整合——将测量数据无缝对接企业云平台,支持远程诊断。软件还具备自学习能力:积累历史数据后,...
发布时间:2025.10.27 -
山东可移动影像测量仪总代
深度学习正彻底革新影像测量仪的图像处理能力,将识别准确率从传统算法的85%提升至99%以上。卷积神经网络(CNN)模型通过海量缺陷样本训练,可自动区分划痕、气泡、毛刺等细微异常,例如在玻璃盖板检测中,系统能识别0.01mm宽的微裂纹,误报率低于0.5%。关键突破在于特征提取优化:U-Net架构实现像素级分割,精细勾勒不规则边缘;而Transformer模型处理全局上下文,解决密集特征干扰问题(如电路板焊点簇)。某消费电子厂案例显示,引入AI后漏检率下降80%,且适应新材料无需重写规则——只需新增100张样本图即可更新模型。实时性方面,边缘计算芯片(如NVIDIAJetson)使推理速度达50帧...
发布时间:2025.10.27 -
上海小型影像测量仪直销
影像测量仪正成为数字孪生体系的"感知神经末梢",构建虚实融合的质量闭环。主要逻辑是:设备实时采集物理工件数据,驱动虚拟模型动态更新——例如,在注塑生产中,测量结果即时修正仿真模型的收缩率参数,使下一批次预测精度提升30%。某博世工厂案例显示,该闭环使模具调试次数从8次减至2次,节省开发成本200万元。技术实现依赖三重融合:测量数据通过OPCUA无缝对接PLM系统;AI算法将尺寸偏差映射至工艺参数(如温度、压力);而AR界面直观展示虚拟模型与实测数据的差异热力图。创新应用包括:预测性质量控制——基于历史数据训练LSTM网络,提**分钟预警尺寸漂移;虚拟校准——在数字孪生体中模拟不同环境条件,优化...
-
上海色彩影像测量仪
影像测量仪正通过绿色设计响应“双碳”战略,从能耗大户转型为节能标准。主要突破是动态功耗管理:待机时自动关闭非必要模块(如光源功率降80%),测量中按需调节LED亮度——某设备实测显示,智能调光使单件检测能耗从12W降至5W,年节电1500度。硬件创新包括:碳纤维运动平台减重30%,伺服电机效率提升至IE5级;而无油空气轴承替代传统润滑系统,消除化学污染。材料选择贯彻循环经济:外壳采用70%再生铝,镜头镀膜使用无铅玻璃。某中国厂商通过ISO50001认证后,设备生产碳足迹降低22%。用户端价值明显:24小时产线中,待机唤醒技术(<3秒)避免频繁开关机损耗,某汽车厂年减少CO₂排放4.8吨。软件层...
发布时间:2025.10.22 -
多功能影像测量仪总代
光学镜片制造将影像测量仪推向亚微米级精度极限,尤其在AR/VR、光刻镜头等高级领域。主要挑战是表面形貌量化:非球面镜片的PV值需控制在λ/20(550nm光波下只27.5nm),而传统干涉仪难以检测局部瑕疵。设备通过相移干涉技术突破瓶颈——蓝光LED配合压电陶瓷移相器,实现0.1nm垂直分辨率,某蔡司工厂案例显示,使光刻镜头MTF合格率提升15个百分点。关键创新在抗干扰设计:真空隔振平台抑制地面微震(<0.01μm),而温度闭环控制(±0.01℃)消除热漂移;针对高反光表面,偏振成像系统动态调整消光角度。软件突破包括:ISO10110标准自动解析,将面形误差转换为Zernike多项式;AI算法...
发布时间:2025.10.22 -
浙江实验室影像测量仪总代
AR技术正将影像测量仪从“屏幕操作”升级为“空间交互”体验。重点方案是通过HoloLens2或MagicLeap等设备,将测量数据叠加至真实工件——操作员佩戴AR眼镜后,视野中实时显示虚拟标尺、公差带及缺陷热力图。例如,在检测航空叶片时,系统用红色半透明区域标出超差的前缘曲率,叠加箭头指引较优修磨路径,使返工效率提升40%。技术实现依赖SLAM(即时定位与地图构建):设备先扫描工件生成点云,AR系统通过特征匹配精确定位虚拟元素,注册误差<0.1mm。创新应用包括:远程协作——现场人员共享AR视角,用手势标注问题区域;AI辅助教学——新手操作时,AR弹出步骤提示并纠正错误手法。某波音维修中心案例...
发布时间:2025.10.21 -
浙江产线影像测量仪销售
与传统测量工具(如游标卡尺、千分尺或投影仪)相比,影像测量仪展现出突破性的技术优势。首要区别在于非接触式测量:传统工具需物理触碰工件,易导致软质材料变形(如橡胶垫片)或划伤精密表面(如光学镜片),而影像测量仪通过光学成像完全规避此风险,确保原始状态下的数据真实性。其次,精度与效率明显提升——卡尺精度通常为0.02mm,而影像测量仪可达0.001mm,且测量速度提高5-20倍(例如,检测一个复杂齿轮的数十个参数,手动需10分钟,设备只需30秒)。软件智能化是另一主要优势:传统方法依赖人工读数,易受主观误差影响;影像测量仪自动识别特征、批量处理数据,并生成可视化报告,支持一键导出至质量管理系统。此...
发布时间:2025.10.21 -
山东干涉影像测量仪直销
云平台正将影像测量仪从孤立设备升级为智能制造的数据枢纽。主要功能是实时数据聚合——设备通过OPCUA协议上传测量结果至云端,MES系统即时调用SPC图表,触发制程调整。例如,某电池厂将10台设备数据接入云平台,当极片厚度CPK<1.33时,自动停机并推送工艺参数优化建议,使良率提升5%。安全架构采用多层防护:数据传输AES-256加密,权限管理细化到字段级如质检员只见结果,工程师可查原始图像),符合GDPR要求。协同价值明显:跨厂区比对——总部可监控全球工厂的公差分布,识别供应链瓶颈;远程会诊——上传异常图像,5分钟内获技术支援。某汽车集团案例显示,云协同使质量问题闭环时间从72小时缩至4小时...
发布时间:2025.10.21 -
上海optisense影像测量仪销售
在电子制造业中,影像测量仪扮演着质量控制的重点角色,尤其针对微型化、高密度组件的精密检测。随着智能手机、芯片和可穿戴设备的普及,元件尺寸不断缩小(如0201封装电阻只0.6mm×0.3mm),传统工具难以胜任。影像测量仪凭借微米级精度,能高效完成焊点共面性分析、BGA球栅阵列间距测量、PCB线路宽度检测等任务。例如,在SMT生产线中,它可实时扫描回流焊后的电路板,自动识别虚焊、偏移或短路缺陷,并生成缺陷分布热力图,帮助工程师快速定位工艺问题。其软件支持GD&T(几何尺寸与公差)分析,确保符合IPC-A-610等国际标准。此外,在半导体领域,设备用于晶圆切割道宽度、光刻胶厚度的非接触测量,避免污...
发布时间:2025.10.20 -
干涉影像测量仪厂家
半导体先进封装(如Fan-Out、Chiplet)对影像测量仪提出极限挑战:特征尺寸<10μm,公差±0.5μm。设备需精细测量RDL(再布线层)线宽、凸点高度及TSV(硅通孔)垂直度。例如,在2.5D封装中,影像仪通过同轴落射光穿透钝化层,分析微凸点(直径20μm)的共面性,误差<0.2μm——传统接触式易压塌脆弱结构。关键突破是超分辨率技术:结构光投影结合亚像素算法,将光学分辨率提升至0.1μm;而偏振成像抑制铜层反光干扰。某台积电台积电案例显示,设备使RDL开路率下降60%,良率提升3个百分点。难点在于多层对准:硅片透明度导致下层特征干扰,解决方案是光谱分离技术——蓝光穿透顶层,红光聚焦...
发布时间:2025.10.20 -
上海进口影像测量仪
农业机械的严苛工况对影像测量仪提出独特挑战:大型部件(如收割机割台)、粗糙表面(焊接毛刺)及户外环境(粉尘、震动)。设备通过三重创新应对:超大视场镜头(100mm×75mm)单次扫描拖拉机齿轮箱,避免拼接误差;激光辅助对焦系统穿透油污,精细定位锈蚀区域的深度;而IP67防护等级确保在农机厂油雾环境中稳定运行。例如,约翰迪尔用该技术测量犁铧曲面磨损量,精度±3μm,使寿命预测准确率提升至90%,年减少田间故障300起。关键突破在动态补偿:惯性传感器实时校正车间振动(振幅达50μm),某案例显示重复性误差从±8μm降至±1.5μm。软件集成农机模块:自动计算耕作部件的入土角、强度余量;符合ASAB...
发布时间:2025.10.19 -
山东小巧影像测量仪厂家
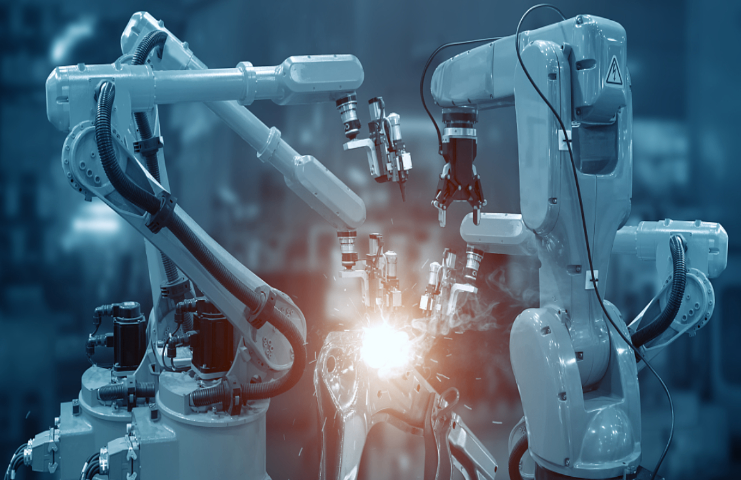
在智能工厂自动化检测线中,影像测量仪是质量关卡的重点节点。典型集成方案:上料机器人将工件置于传送带,定位夹具固定后,设备自动触发测量——光源调节、图像采集、数据输出全程<15秒,结果实时反馈至PLC控制系统。例如,某博世汽车传感器生产线,影像仪每小时检测1200件,当尺寸超差时,气动分选机构即时剔除不良品,避免流入下工序。关键创新是柔性对接:支持ModbusTCP/Profinet协议,与MES无缝通信;而视觉引导机器人(如UR机械臂)实现±0.02mm精细抓取。某消费电子厂案例显示,集成后检测成本降50%,OEE(设备综合效率)提升18%。挑战在于节拍匹配:高速产线(>100ppm)要求设备...
-
江苏高精度影像测量仪总代
珠宝首饰行业正借助影像测量仪实现从"手工技艺"到"数字精工"的蜕变。主要价值在于微小特征捕捉:设备以0.1μm精度测量钻石切面角度(理想值55°±0.5°),自动计算火彩指数;铂金戒圈的内径一致性控制在±1μm,避免佩戴不适。例如,卡地亚使用该技术扫描古董首饰,1:1重建CAD模型用于复刻,误差<0.3μm,使修复效率提升5倍。技术突破在透明材质处理:偏振环形光穿透宝石,清晰呈现内含物三维分布;而激光共聚焦模式测量珐琅层厚度,精度达±0.05μm。某周大福案例显示,设备使定制首饰交付周期从30天缩至7天,客户满意度提升28%。挑战包括高反光表面——黄金需低角度暗场照明;而镂空工艺要求亚像素边缘...
发布时间:2025.10.11 -
江苏小型影像测量仪厂家
影像测量仪的硬件系统是高精度测量的物质基础,由多个精密模块协同运作。重点组件包括:光学成像单元(配备500万至2000万像素工业相机、0.7X-4.5X连续变焦镜头及多光谱光源),确保在不同材质(如反光金属或透明塑料)下获取清晰图像;高刚性运动平台,实现X/Y轴定位精度±1μm,Z轴自动聚焦范围达100mm;以及控制系统(嵌入式工控机+伺服电机),支持0.001mm步进分辨率。光源技术尤为关键:同轴落射光消除阴影,环形LED提供均匀照明,而较新机型引入结构光投影,实现复杂曲面的3D扫描。此外,环境适应性设计不容忽视——温控系统维持20±1℃恒温,隔振平台抑制外部震动,保障微米级稳定性。校准环节...
发布时间:2025.10.11