新闻中心 - 广东台燊智能装备有限公司
-
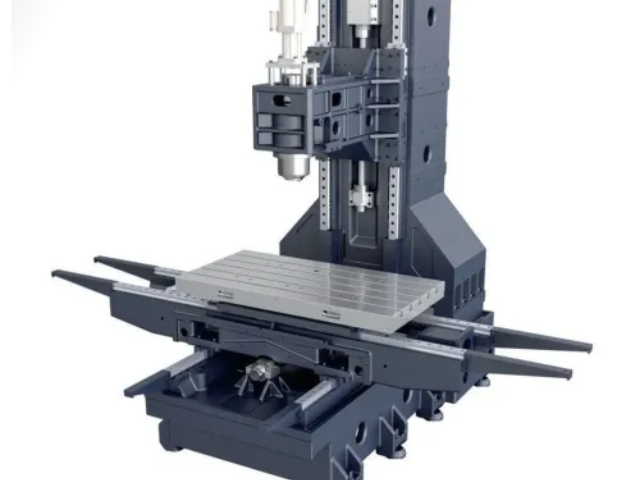
 天津动柱式结构 卧式加工中心四轴联动参数
天津动柱式结构 卧式加工中心四轴联动参数自动化集成:柔性生产线的构建主要卧式加工中心与自动化系统的深度融合加速 “无人车间” 落地。格劳博 GRC 机器人单元可与卧式设备无缝联动,通过智能工件库与桁架机械手,实现 “上料 - 加工 - 检测...
发布时间:2025.12.21 -
 内蒙古定梁动柱龙门加工中心大型结构件
内蒙古定梁动柱龙门加工中心大型结构件成本控制策略:高性价比的实现路径国产龙门设备通过全链条成本管控,构建起国际竞争优势。在主要部件端,巨冈精工实现主轴 100% 自主制造,较进口部件成本降低 50%;在生产端,模块化设计使通用部件占比达...
-
 山西床身式 卧式加工中心直线导轨润滑周期
山西床身式 卧式加工中心直线导轨润滑周期数字孪生落地:“边云协同” 的智能数字孪生技术重构卧式加工中心生产逻辑,格睿普的边云协同方案实现突破。该方案通过工业制造仿真引擎 GPCORE 与边缘孪生系统 GrapeSim,为机床、刀具、工件生成...
-
 河南中空丝杆冷却 卧式加工中心适用工件类型
河南中空丝杆冷却 卧式加工中心适用工件类型热管理技术:精度稳定的底层保障热对称设计与智能补偿技术解决卧式加工中心精度漂移难题。主流高级机型采用主轴中心出水、滚珠丝杠内冷与温控热交换系统,构建全维度热管理体系。四川普什宁江研发的 800mm 精...
-
 湖北多工位 龙门加工中心
湖北多工位 龙门加工中心国际竞争:高级市场的价格与技术博弈国产龙门设备正以 “技术对等 + 价格优势” 重塑全球竞争格局。格力双五轴机型以德国同类产品 40%-60% 的价格,实现性能反超 —— 在慕尼博会上,其加工的航空零...
-
 河北无齿轮电主轴 卧式加工中心冷却油型号推荐
河北无齿轮电主轴 卧式加工中心冷却油型号推荐静压导轨技术:重型加工的精度飞跃高精度静压导轨技术为卧式加工中心注入刚性新动能,齐重数控的突破极具代表性。其 DVT350 静压导轨横梁部件采用多通道供油系统,通过精细调节油腔压力形成均匀油膜,将 5...
-
 北京五轴联动龙门加工中心节能环保型
北京五轴联动龙门加工中心节能环保型绿色制造:零排降耗的技术实践绿色转型成为龙门设备升级的重要方向,格力的技术创新极具示范意义。其研发的零排放冷却系统通过闭环循环设计,实现切削液 100% 回收利用,较传统设备降低能耗 40%,单台设备...
-
天津PALLETECH 自动化 卧式加工中心直线导轨润滑周期
超声绿色加工:复合材料加工的环保超声技术与卧式加工中心的融合解决复合材料加工难题,汇专的技术创新树立行业榜样。其推出的超声卧式加工中心推荐双超声系统,兼具切割与铣削功能,超声转速达 24000rpm,...
-
湖南多工位 龙门加工中心数控
绿色转型:低碳制造的技术路径绿色化成为龙门加工中心升级新方向,政策与市场形成双重驱动。《工业母机高质量标准体系建设方案》明确 2026 年起绿色制造标准机型可享税收减免,推动企业从多维度降耗:主轴采用...
-
天津大行程龙门加工中心定梁动柱
“机器人 +” 融合:智能制造的产线重构响应工信部 “机器人 +” 应用政策,龙门加工中心与工业机器人的集成应用成为新趋势。合锻智能推出的冲压生产线配套方案,将龙门加工中心与纳赫智能工业机械手联动,实...
-
河北自动托盘交换 卧式加工中心直线导轨润滑周期
产业集群升级:滕州模式的全链协同山东滕州形成高级装备产业集群,为卧式加工中心创新提供生态支撑。以清峦福兴集团为主要,当地聚集 60 余家上下游企业,形成从铸造、精密零件到整机装配的全链条布局,年产能突...
-
 内蒙古能源装备 龙门加工中心定制化
内蒙古能源装备 龙门加工中心定制化传动系统进化:双驱同步的精度保障双电机双丝杠驱动技术的成熟应用,解决了大型龙门设备的驱动稳定性难题。济南二机床 XHBSV2516×27i 机型采用 X/Y/Z 轴双驱系统,丝杠进行 C3 级双螺母预...