新闻中心 - 易孚迪感应设备(上海)有限公司
-
 直缝感应焊管系统
直缝感应焊管系统小直径薄壁管材焊接对频率要求较高,频率不合适容易出现过烧,导致管材变形,影响外观与尺寸精度,高中频感应焊管频率覆盖范围大,能满足小直径薄壁管材的焊接需求。易孚迪感应设备(上海)有限公司的高中频感应焊管...
发布时间:2026.04.10 -
 法国预热/后热感应生产线
法国预热/后热感应生产线金属的腐蚀是金属在特定环境中由于化学反应而导致的表面或内部的破坏。在许多应用中,金属的耐腐蚀性是至关重要的性能指标。预热处理,作为一种金属加工工艺,同样对金属的腐蚀性能产生着明显影响。预热能够改变金属...
-
 国产中频感应预热/后热装置
国产中频感应预热/后热装置对于整车生产企业来说,车轴的装配质量直接影响整车的性能与安全性,所以对预热环节的质量要求很高,需要稳定可靠的设备来支撑。车轴预热设备能满足整车生产企业的质量要求,为车轴热装提供稳定的预热加工。易孚迪感...
-
 Sinac高中频感应预热/后热感应器
Sinac高中频感应预热/后热感应器优化加热效率需从电源、感应器及工件三方面入手。电源上,采用IGBT固态电源替代传统电子管电源,能耗降低30%以上;感应器上,优化线圈形状与匝数,减少漏磁,并使用导磁体集中磁场;工件上,采用导磁性涂层或...
-
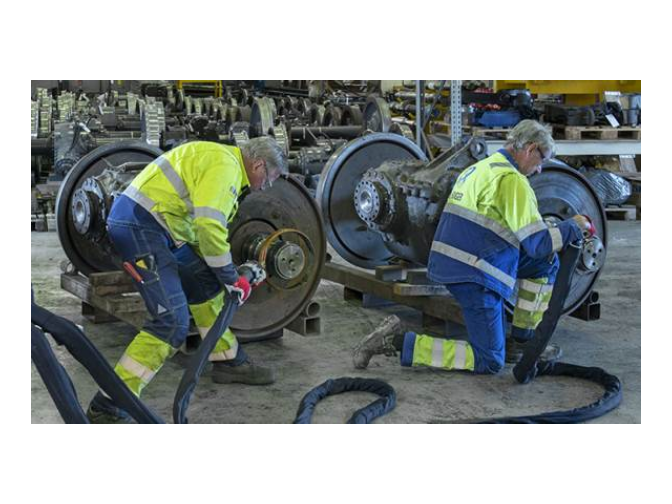
 EFD INDUCTION预热/后热感应设备
EFD INDUCTION预热/后热感应设备不同行业对工件预热有着不同的需求,在重型机械生产领域,车轴作为承载受力的关键部件,热装装配对预热的要求较高,需要均匀升温到设定温度,才能保证装配后的过盈配合满足受力要求。车轴预热设备采用感应预热工艺,...
-
ENRX预热/后热感应电源
很多生产企业在选择预热设备时,会关注设备的适配性,能不能适配不同规格、不同材质的车轴加工,会不会需要频繁调整参数,这些问题都会影响生产效率。车轴预热设备依托感应加热技术,适配性很强,能满足多种车轴的预...
-
 挪威高频感应预热/后热自动化线
挪威高频感应预热/后热自动化线车轴预热(热装)电源是车轴感应加热的能量主要,其主要功能是将工业工频交流电(50Hz/60Hz)转换为适合车轴加热的中频电流(通常1kHz-10kHz),为感应线圈提供稳定能量输出,确保车轴均匀升温。...
-
 德国高中频感应预热/后热自动化线
德国高中频感应预热/后热自动化线很多企业在升级设备的时候,会担心新设备的操作难度太高,现有操作人员学不会,需要花费大量时间培训,还会影响正常生产。车轴预热设备在设计的时候,就考虑到了操作的易用性,让现有操作人员可以快速上手。易孚迪感...
-
电缆感应预热/后热装置
选择合适的感应加热电源需综合考虑多方面因素。首先是加热工件的材质和尺寸,不同材质对电流频率的响应不同,如铁磁性材料适合中低频,非铁磁性材料可能需要高频;工件尺寸影响加热深度,大尺寸工件需低频电源以保证...
