新闻中心 - 宁波竞辉通风设备有限公司
-
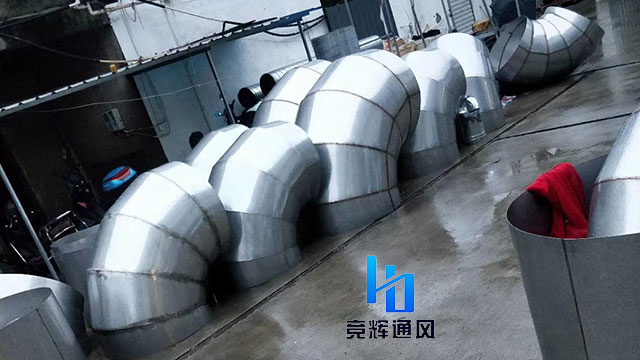
 温州环保烟囱不锈钢风管值得信赖的大型风管厂
温州环保烟囱不锈钢风管值得信赖的大型风管厂当耳柱、支架焊接在管子上时,支架或耳柱焊口不应穿越管子或管件焊口。焊接组对时的点固焊及固定卡具焊缝的焊接,要求同正式焊接。拆除固定卡具时,禁止用榔头直接敲掉,应用砂轮机或气焊火焰去掉,火焰切割焊缝外层...
发布时间:2022.12.07 -
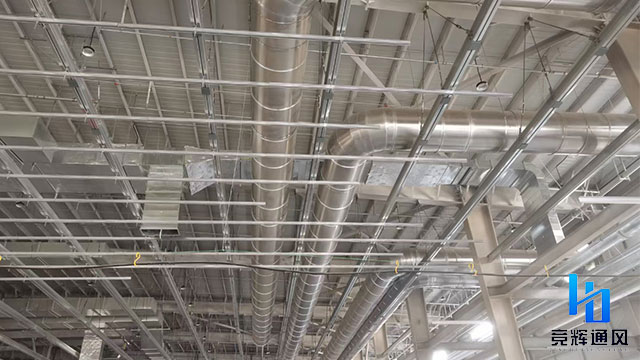
 宁波大型生产不锈钢风管厂家
宁波大型生产不锈钢风管厂家不锈钢风管坡口制备要求,管道连接主要是焊接方式,坡口是焊接的首要条件,按规范规定进行,中、低压管道坡口型式采用V型,高压管道采用YV(双V)型坡口,坡口加工应平整,不得有裂纹、重皮、毛刺和氧化铁等,用...
-
 湖州除尘设备不锈钢风管厂家价格
湖州除尘设备不锈钢风管厂家价格金属风管连接咬接、焊接划分界限,镀锌钢板及有保护层的钢板,当厚度大于1.2 mm时采用铆钉连接。采用金属薄板制作风管连接通常有咬接、焊接、铆钉连接三种形式,采用何种方式连接,应根据风管材质及板厚按表所...
-
 绍兴工厂排废气不锈钢风管厂家价格
绍兴工厂排废气不锈钢风管厂家价格但在半导体制程生产既可符合制程生产需求,又能兼顾工业安全,同时更可为环保尽一份心力时,所排放之废气,除了对人体会有安全性之威胁外,更会造成环保空气污染。有鉴于此,在投入半导体工业建厂的同时,希望能对制...
-
绍兴环保烟囱不锈钢风管源头厂家
风管制作作业条件有何要求,风管预制应有工作场地,场地应平整、清洁,加工平台应找平。双面铝箔绝热板风管等其它复合材料风管的场地应干燥,应有足够的成品堆放场地;作业地点应有安放施工机具和材料堆放场地,设施...
-
 湖州除尘设备不锈钢风管专注通风管道生产10余年
湖州除尘设备不锈钢风管专注通风管道生产10余年但在半导体制程生产既可符合制程生产需求,又能兼顾工业安全,同时更可为环保尽一份心力时,所排放之废气,除了对人体会有安全性之威胁外,更会造成环保空气污染。有鉴于此,在投入半导体工业建厂的同时,希望能对制...
-
 金华满焊不锈钢风管专注通风管道生产10余年
金华满焊不锈钢风管专注通风管道生产10余年不锈钢风管预制允许偏差:法兰面与管中心垂直度:DN<100时0.5mm,100≤DN≤300时1.0mm,DN>300时2.0mm;尺寸偏差:自由管段±10mm,封闭管段±1.5mm管子对口时应在距接...
-
 浙江专业生产不锈钢风管厂家
浙江专业生产不锈钢风管厂家中、低压系统风管法兰的螺栓及铆钉孔的孔距不得大于150mm;高压系统风管不得大于100mm。净化风管法兰铆钉孔的间距,当系统洁净度的等级为1~5(1级—100级)时,不应大于65mm;为6~9级(10...
-
 宁波不锈钢风管行业报价
宁波不锈钢风管行业报价半导体产业应用的风管材质通常可分为两种,一是SUS304或SUS316L不锈钢全焊管,另一为SUS304、SUS316L全焊管内衬铁氟龙(ETFE或ECTFE等)。内衬特氟龙(ECTFE)是氟氯高分子...
-
金华不锈钢风管专注通风管道生产10余年
不锈钢风管及部件制做应采用马氏体不锈钢板,板才薄厚合乎2.2.1的要求。生产加工制做不锈钢风管和部件的场所,要铺木工板或橡胶垫,并把板上的铁销、铁锈和脏物等清扫整洁。开料画线时,不能用锐利的金属材料划...
-
 宁波工厂排废气不锈钢风管型号
宁波工厂排废气不锈钢风管型号均匀送风管道的计算方法是:(1)确定侧孔个数、侧孔间距及每个侧孔的送风量。(2)计算出侧孔面积f0 m2式中 L0——均匀送风管道总风量,m3/h;——侧孔的平均出流速度,m/s;f0——侧孔面积,m...
-
宁波大型生产不锈钢风管厂家
金属风管连接咬接、焊接划分界限,镀锌钢板及有保护层的钢板,当厚度大于1.2 mm时采用铆钉连接。采用金属薄板制作风管连接通常有咬接、焊接、铆钉连接三种形式,采用何种方式连接,应根据风管材质及板厚按表所...