商机详情 -
湖南加工后测量仪方法
I-Wave2是手动离线测量先进的精确测量解决方案。此智能量规通过在市场上提供高精度测量性能(亚微米精度)而监控并提高客户产品的质量,这些市场涉及到马波斯工业计算机、测量存储与统计分析。通过将量规与各种测头连接起来,i-Wave2可测量所有类型的内径(3mm及以上)、外径与间隙。I-Wave2是一个创新的可充电、无线测量手柄,带有集成的1.8" TFT彩屏,能够在操作员的手中直接呈现测量值。通过将计算机集成到测量手柄中,马波斯在手动测量技术方面获取了出色的方便性与性能。磨床测量仪厂家,请联系马波斯测量科技。湖南加工后测量仪方法
Marposs无线手柄利用蓝牙无线技术克服了手动测量仪器中的电缆管理问题。该信号从电子或机械测量仪表头发送到Marposs数据显示和处理单元之一。坚固可靠的I-Wave手柄,即使在**恶劣的环境下,也可用于操作员的手动测量。所有螺纹为M10、M6或M3.5的测头都可以用适配器轻松安装。星形锁系统进一步增加了手柄的多功能性,该系统允许快速更换仪表头,以实现测头互换性。多波手柄采用蓝牙技术,管理用于同时测量多个截面的多传感器电子测头,检查不同高度的孔的直径和其他几何形状(椭圆度、锥度等)。它可以编程使用的传感器数量(**多7个)或设置其他重要参数与特定的软件。一旦定义了配置参数,它们就会通过蓝牙发送到手柄,然后保存在内存中。所有手柄都可以通过蓝牙将测量数据传输到一个Marposs电子设备,如Nemo、Merlin、MerlinPlus、E9066或10米范围内的任何PC。数控机床测量仪产品资料马波斯测量科技可以供应外圆磨床在线加工测量仪。
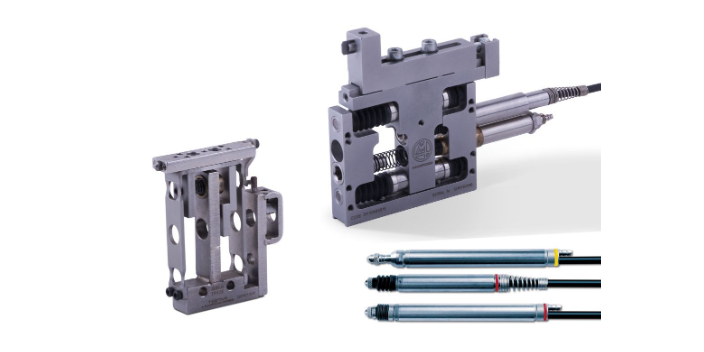
Thruvar测量头的设计旨在置于机床主轴内部,并在零件磨削工程中测量内径。将测量仪器生成的信号发送给电子控制单元,该单元可通过输出到机床而进行过程控制(即:砂轮进度、切割速度控制等)一些型号也包括气动回缩功能,其保证测量仪器远离零件以及在极其安全的条件中启动并结束测量周期。Thruvar产品线的功能特征也体现在Quick设置技术,自动与手动版本都可获取此技术,该技术有助于在机床重新装配刀具(零件更换)之后减少设置时间。
马波斯为内径测量过程监控需求提供了全套测量仪器。Thruvar产品系列包括不同尺寸与性能的每类设备用测量仪器。这些测量仪器的设计旨在优化空间的使用,适合用于机床主轴内,且能够通过Quick设置技术将机械加工流程效率尽可能优化。在磨削周期(加工中)中测量零件。测量仪器连同相关电子控制单元与机床交换信息与信号,以将性能优化以及实现预期的结果。Thruvar产品即便在很难靠近这些内径的情况中也可以实现内径的测量。它尊重机床内部的可用空间:测量仪器的设计旨在适合用于主轴内部,同时可以减少快速零件交换设置系统引起的机床停机时间。并且根据可获取的大量测量仪器选取各种解决方案,以及通过选择相关电子控制单元为每类要求以及性能级配置应用;并将内径测量功能集成在总体马波斯监控系统中(砂轮平衡、声信号、艺术表面控制、统计过程监控)。主动测量仪软件,请联系马波斯测量科技。
磨床声频发射传感器,声传感器是磨床上的监控系统的部件之一。它们对零件或砂轮修整器与砂轮接触点处产生的噪声进行检查。可将各种声传感器用于磨床进行内圆或外圆磨削,无心磨削,平面磨削,齿轮或刀具磨削,以解决截然不同的应用问题。基于声学技术的监控系统在磨床接触到零件或修整器时监控发射的噪声。噪声产生于切削作用期间,在磨削期间作为超声波传输。因为这些波会通过各个机床部件,所以波的频率与振幅会发生变化。通过监控机械加工期间的这些波的变化,可进行检查,从而对机床采取校正行动。传感器的有效性取决于它们的定位,比较好尽可能靠近机械加工区。将带有声传感器的监控用于确定砂轮与零件或修整器之间的接触情况,减少气隙时间。声频发射的变化可表明力道的变化,这是由于砂轮的切割条件造成的,且允许适应周期,从而优化生产流程。有两个系列的声传感器:固定式声传感器:此类传感器是由一个单件构成,可在空气中或者通过液体传输信号。可获取不同尺寸,以满足每个应用要求。非接触式声传感器:虽然传感器是由一个固定零件(定子)和一个转动零件(转子)构成,但是具有不同的形状与尺寸以满足每个应用要求。转子与定子之间的信号传输无需直接接触。在线加工测量仪方法咨询,请联系马波斯测量科技。河北 内圆磨床在线测量仪产品资料
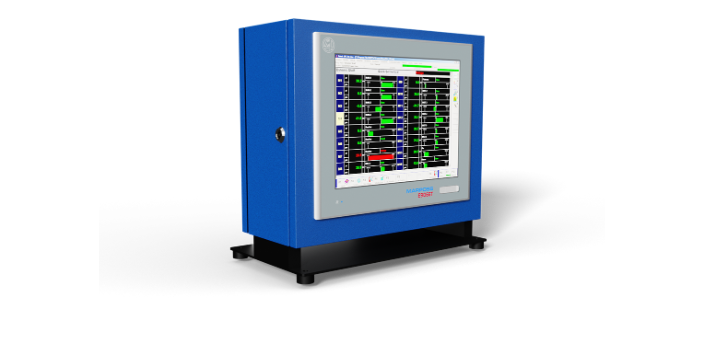
可执行各种控制类型,具有更复杂的周期和更大的外部信息交换。湖南加工后测量仪方法
不同的系统涉及不同的安装模式,使一般工厂和机器逻辑程序复杂化。P7的主要特点是能够连接和管理所有类型的传感器和传感器,从而简化了与PLC或CNC机器的安装和对话模式。此外,配置的机器操作员的显示界面也同样均匀,尽管是针对不同功能的。P7是一个模块化设备,其尺寸和性能配置为特定机器的必要控制功能。有一个主板,负责协调和管理不同的卡/功能,并主持与机器逻辑和操作员界面的通信模式。不同周期的编程由终端用户负责,终端用户负责输入参数的适当值,确定加工过程之前、期间和之后要监控的特性。可自动获取工件直径或长度的尺寸,以评估振动、分析噪音、温度,并与编程设定的各种阈值进行比较,以便对机器和/或操作员进行决策。湖南加工后测量仪方法