商机详情 -
陕西数控机床测量仪方法
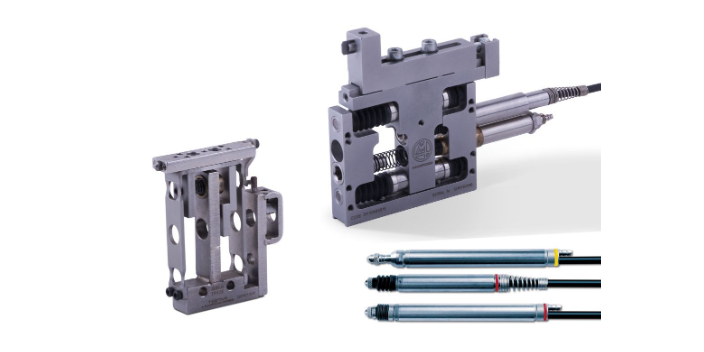
径测量用手动测量仪:马波斯M1Star可读数检具是由一个测量仪器元件的可互换测头以及一个控制信号转换和传输的手柄构成。M1Star可配备一个机械传输测头(MBG)或一个电子传导测头(EBG)。马波斯MBG测头是一个通用的解决方案,也可测量很深的内径或不规则内径。机械传输测量系统提供了较好的测量性能(可重复性<1微米)以及较低的价格区间。可配置并互换各种附件使得此测头普遍适用。测量单元取决于直径可采用两个或八个支点元件构成。通过带有球形头的传送杆将测量值传送到显示设备上,在形成V形导向的支架以及倾斜表面上滑动球形头。马波斯EBG测头是市场上可获取的变量手动测量用先进解决方案。测量系统包括将测量值转换为电子信号的电子差速LVDT或HBT传感器。系统没有摩擦力,并保证将整个应用领域的可重复性维持在0.5微米以下。马波斯提供了一整套非常先进的手动可读书检具,以控制高精度孔径(Ø3.0mm到375mm)。马波斯测量仪是工厂环境中直径、椭圆度与锥度的加工后控制用理想解决方案。马波斯孔径规系列可提供成本很有吸引力的高度通用的机械传输版本,以及能够在手动测量(<0.5微米)中提供理想的测量性能的电子测头解决方案。马波斯能根据磨床的种类不同的应用,主动测量及机后测量系统,砂轮动平衡器,监测传感器,测头。陕西数控机床测量仪方法
可通过E32U接口将所有测头硬接线到机床CNC上。如果是机械加工中心或带有自动刀具更换(ATC)系统的铣床上的零件探针应用,或者是将探针安装在转塔刀架中的机床加工应用,红外线(VOS光学主轴探针)与无线电(WRS无线电主轴探针)传输系统**着理想的解决方案。用于加工中心的零件检查和刀具安装的光学传输系统:即便在**复杂的操作环境中,光学传输接触式测头可使机械加工中心更有效率并且提高了自动化程度,从而缩短周期时间以及降低报废件百分比。零件定位与对准操作使得用户不再需要对零件进行任何操作。除自动化的零件尺寸检测外,马波斯SW还为机床CN提供了后来机械加工流程所需的所有反馈。由于适当优化的软件周期和易于理解的图形界面,操作员/机器集成过程是即时的。陕西数控机床测量仪方法界面软件BLU HI的设计让系统有效和易于使用,是中等传感器数量和机器尺寸复杂程度应用程序的理想解决方案。
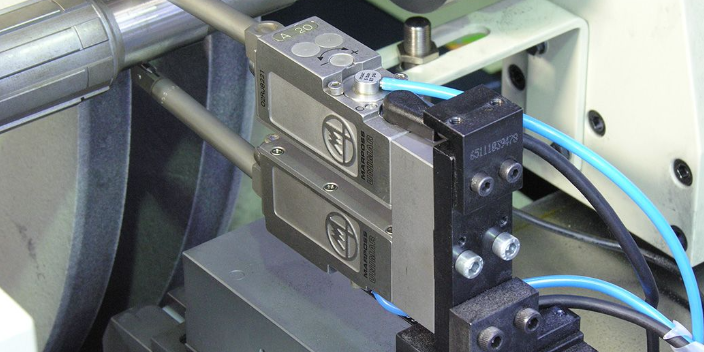
P3UP是一个可安装在机床上以完全控制作业流程的电子测量仪。它的设计可替换针脚兼容的E9应用。在一些情况中,也可替换带有继电器I/O的诸如BLU和E5的老旧测量仪。当与马波斯测量头连接时,P3UP可控制各类磨床中的零件尺寸。测量仪测量了磨削过程中远离的零件余量。操作员可实时查看模拟仪表与数字显示器,以获取零件状态,且LED灯的设置向机床控制系统呈现了信号以管理砂轮进给。我们的系统范围可抵抗严酷的环境,同时会与研磨用磨料、金属粒子、切削油以及侵蚀冷却液直接接触。
实际上,在进行量产阶段自动检测方面,马波斯能够提供有效的动力电池包的泄漏检测方案。在进行动力电池包泄漏检测的过程中,马波斯能够提供不同的泄漏检测方法,帮助客户检查电池托盘、电池框以及电池上盖的质量。与此同时,马波斯还能在生产线EOL阶段检测电池包成品的密封性。马波斯能够提供的动力电池包的泄漏检测方案包括以下方面,一方面,马波斯能够提供自动机器人氦气嗅探方案和维修工位手动氦气嗅探设备,另一方面,马波斯可提供累积室氦气整体检测方案,并且利用空气法检测冷却回路的气密性。FenarL系统可自动测量周期,测量灵活,磨损补偿灵活性,简单再加工,加工速度快,圆度检查。

可视化对刀仪的主要功能特征之一体现在它的保护系统上,即便在有冷却液或灰尘的情况中,该对刀仪也拥有出色的测量性能。在没有进行检查时,气动百叶窗盖板会保护光学镜片,这些通过机械方式使镜片远离粗糙的机床环境;相反,在测量周期内,**解决方案可解决光学窗口拒收件碎屑与冷却液滴产生的气流。此类双重保护(气动与机械保护)保证用户可获取优异测量结果。因为接口灵活,所以可程控可视化对刀仪,以适应机床类型以及执行测量周期,在真实机械加工条件中进行检查。断刀检测(TBD)是马波斯设计的一个系统,旨在检查刀具的完整性以及保证高质量产品,减少报废数量。机械零件的大批量生产要求非常短的机械加工时间,因此必须尽快完成刀具检测。TBD能够在1秒之内就完成实心同轴刀具的破损检测,这些刀具如:钻头、攻丝刀具以及平端与球端铣刀。马波斯测量科技是比较有实力的在线加工测量仪厂家。福建Marposs测量仪产品资料
用于平衡砂轮:预平衡砂轮的循环、带有一个或两个平衡头的自动平衡循环和机器振动映射循环。陕西数控机床测量仪方法
断刀检测(TBD)是马波斯设计的一个系统,旨在检查刀具的完整性以及保证高质量产品,减少报废数量。机械零件的大批量生产要求非常短的机械加工时间,因此必须尽快完成刀具检测。TBD能够在1秒之内就完成实心同轴刀具的破损检测,这些刀具如:钻头、攻丝刀具以及平端与球端铣刀。TBD是一个利用激光反射技术的非接触式系统。它由一个发射器构成,将激光光束投射在放置在检查位置中的转动刀具的表面。完整的刀具反射出接收器上的信号,在过滤了冷却液滴造成的任何中断信号之后,通过内部电子单元处理这些信号。另一方面,破损刀具不会将信号反射给TBD,触发了报警信号。激光束指向主轴线,在朝着胶卷盒移动期间确认检查位置,避免更复杂的定位操作引起的更长处理时间。灵活的TBD可用于不同操作模式:最大功率设置使得TBD可以采用标准的断刀检测功能检测到定位越来越远(2米及以下)的刀具。在需要较低的公差时,可采用“低功率”模式,其可创建更小的光束用户可选择信号过滤等级。在刀具检测周期,冷却液滴可中断光束或者仍留在刀具的前列,从而改变接收信号。陕西数控机床测量仪方法