商机详情 -
吉林加工后测量仪方法
因为对成型工艺有许多影响,所以有必要对机器参数、零件或模具变化以及突发事件进行实时监控,从而优化生产过程、提高产品质量与机器生产效率与限制计划外的成本。马波斯作为机器监控的可信赖合作伙伴,为每种类型的冲压及成型机的实时生产过程控制提供了全系列的创新技术。我们的监控系统可以预防生产过程误差、保护机器与模具以及为更快速的机器设置提供支持。当出现故障时,这些监控系统会及时切断系统从而避免昂贵的损失。成型件上的裂纹**着通常随机出现在工件上的典型故障。对不同机器部件的整个生产过程进行监控才能检测到故障。监控解决方案通过在变形阶段检测缺陷部件或者异常情况而提供一种观察和控制机器的有效方式,进而防止模具中出现超载或破裂情况。此外,采用算法详细阐述安装在机器中的传感器信号,其可提高机器效率以及在设置操作中节省机械加工时间。我们的目标旨在帮助客户获取***生产质量。当每个月需要生产数以万计的零件时,我们的设备成了提高生产质量与实现机器控制的关键。马波斯测量科技是比较有实力的在线加工测量仪厂家。吉林加工后测量仪方法
T18是一款紧凑刀具检测与监控用接触式测头,其有助于减少无人监控的机械加工过程中未发现的刀具破损导致的拒收件数量。因为它有各种功能,所以其配置可用于车床与机械加工中心。紧凑型T18测头是机械加工中心与机床的理想选择,其使得用户可以通过测量并检查刀具的完整性而监控零件的尺寸公差。尤其是,它可进行以下检查:确定刀具位置偏位刀具前置刀具磨损修正测头的设计旨在与E32U接口一起使用.马波斯在机床精度测量领域拥有60年的经验,为响应测量工件与产品件的几何尺寸与形状时以及设置并检查机械加工过程中使用的刀具时对准确度的要求越来越高的情况,马波斯已研发出一系列新软件包用于其接触式与非接触式测头系统。山西机床在线检测测量仪技术在线加工测量仪方法咨询,请联系马波斯测量科技。

MerlinPlus能够采用**测量批次处理许多零件类型程序,以有助于生产控制与检定。用户界面的设计旨在易于实现系统配置、测量周期定义与批次管理。MerlinPlus的轮廓明确,旨在适应简单的手动操作以及支持大部分马波斯测量设备,除此之外,还可通过RS232、USB、以太网或蓝牙将它们连接到一些第三方设备上。通过插入自定义页面,其可开发一种引导顺序,以逐步驱动操作员,避免在运行测量周期时产生的任何误差。度盘-数字指示器,度盘式数字指示器采用精确的部件制成,精密工程设计原理提供了准确性、可靠性、耐用性以及很长的使用寿命。所有型号的度盘式指示器具有以下功能特征:通过可调公差标记完成公差范围设置坚硬的不锈钢安装柄与测量主轴。它们都耐蚀且可保证有很长的使用寿命研磨主轴增加了抗磨损性坚固的金属外壳
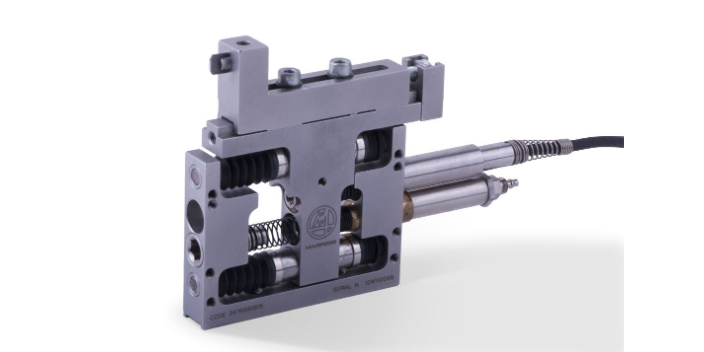
对于专机线,马波斯可以提供一整套标准或定制的检具,这些检具包含接触式检具(配合大量测量传感器),气动检具或者气电混合型检具,工件尺寸在机床内部检测,检测结果通过数据线传输到电器元件,测量结果用于刀具补偿从而使减少报废和成本成为可能。对于传输线路,Marposs提出了一套完整的标准和特殊的测量插头系列,使用了触摸技术(也带有宽量程测量单元)、气动或混合技术。对于专机线,马波斯可以提供一整套标准或定制的检具,这些检具包含接触式检具(配合大量测量传感器)。M10是一种电子测量塞规,旨在测量内径,包括缸体内孔和连接杆孔。适用于连续自动工作机床、专用机床以及加工工序后测量站上的内部操作测量。将M10集成在封闭环路系统中,可将测量信息作为反馈信息发送到机床(如:刀具磨损补偿、缩短整个机械加工时间以及减少废品)。测量仪可测量13-140mm范围内的直径。可在严峻的机床环境中完成测量周期:M10可以防范冷却液与碎屑。马波斯能根据磨床的种类不同的应用,主动测量及机后测量系统,砂轮动平衡器,监测传感器,测头。
加工中心及铣床:马波斯开发了各种系统,包含采用无线传输技术的工件检测系统,接触式或非接触式的刀具测量及检查系统,通过各种传感器实现过程监控的系统,这种系统用于检控刀具和机床各部件的状态以及通过安装在主轴上的无线传输电子塞规进行在机尺寸测量。在机床加工中心上进行测量从未如此简单、快速与准确。将马波斯的WRG孔径规用作常规刀具,从刀具库装载到机器主轴中,从而对机械加工零件进行尺寸控制。它的坚固性以及测量精度使得它特别适合大规模生产,很容易适应终端用户的测量要求。部件检测使得能够在机械加工之后进行尺寸检查。这样,用户需要知晓:如果零件在公差范围内,则可进入下个流程如果零件的尺寸低于要求的零件,则需要进一步机械加工如果零件的加工不良以及不在公差范围内,则应立即移除坏的零件,防止进入下个流程主动测量仪软件,请联系马波斯测量科技。湖北马波斯测量仪安装
MARPOSS嗅探氦气泄漏测试方案能够测量10-2 - 10-4 SCC/sec的泄漏,该技术在漏率范围内取得了良好测试结果。吉林加工后测量仪方法
对于磨床上的尺寸控制,P3ME电子单元**着一种精确、可靠、经济与紧凑的解决方案。当连接到马波斯测量头时,P3ME可在整个磨削过程中定位零件并控制零件尺寸。当连接到马波斯测量头时,P3ME可在各种机床类型中定位零件并控制零件尺寸。测量仪测量了磨削过程中远离的零件余量。操作员可实时查看模拟仪表与数字显示器,以获取零件状态,且LED灯的设置向机床控制系统呈现了信号以管理砂轮进给。我们的系统范围可抵抗严酷的环境,同时会与研磨用磨料、金属粒子、切削油以及侵蚀冷却液直接接触。保证并维持稳定的生产力。实时检查磨削期间的零件质量砂轮磨损补偿优化周期时间生产的零件在公差范围内将操作员影响尽可能减小与机床逻辑集成吉林加工后测量仪方法