商机详情 -
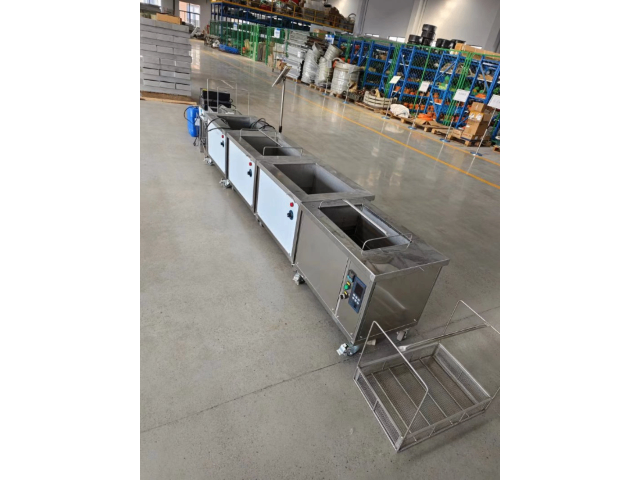
酸洗钝化设备定做价格
控制系统控制功能:控制系统是酸洗钝化设备的大脑,它负责对整个设备的运行过程进行监控和控制。控制系统的主要功能包括温度控制、搅拌速度控制、循环过滤控制、液位控制、工作时间控制和故障报警等。通过控制系统,操作人员可以方便地设置和调整设备的运行参数,实现自动化生产,提高生产效率和产品质量。控制方式:控制系统的控制方式有多种,常见的有手动控制、半自动控制和全自动控制等。手动控制方式是操作人员通过按钮、开关等手动操作设备的各个部件,这种方式简单直观,但劳动强度大、生产效率低;半自动控制方式是在手动控制的基础上,部分工艺参数(如温度、搅拌速度等)通过传感器和控制器自动调节,操作人员只需进行一些辅助操作,这种方式提高了生产的自动化程度和稳定性;全自动控制方式则是通过预先编程的 PLC(可编程逻辑控制器)或其他自动化控制系统来实现设备的全自动运行,操作人员只需在设备启动前设置好相关参数,设备即可按照预定程序自动完成所有工艺流程,这种方式生产效率高、产品质量稳定,但对控制系统的要求也较高。酸洗钝化设备用于金属表面的防腐处理。酸洗钝化设备定做价格

环保与可持续发展:减少有害物质排放的措施:随着环保意识的不断提高,酸洗钝化设备的设计和运行也越来越注重环保问题。许多新型的酸洗钝化设备采用了封闭式结构和循环系统,能够有效地收集和处理酸洗过程中产生的废液和废气。例如,通过安装废液回收装置和废气净化装置,可以将废液中的有用成分回收再利用,减少废液的排放量;同时对废气进行净化处理,去除其中的有害物质后再排放到大气中,降低了对环境的污染。资源节约与循环利用的实践:除了减少有害物质排放外,酸洗钝化设备还在资源节约和循环利用方面发挥了重要作用。一方面,通过对酸洗液和钝化液的精确控制和管理,减少了化学药剂的使用量;另一方面,一些设备采用了热能回收技术,将酸洗过程中产生的余热回收利用,用于加热或其他工艺环节,提高了能源的利用效率。此外,对于一些可回收的金属废料和副产品也可以通过合理的工艺进行处理和再利用,实现了资源的循环利用。北京管阀酸洗钝化设备联系电话酸洗钝化设备耗材,环保节能,符合行业标准,助力企业实现绿色发展。
刷洗式酸洗钝化设备结构特点:主要由刷洗机构、酸洗钝化液供应系统和废水收集系统组成。刷洗机构通常采用电动或气动驱动的毛刷或刷轮,刷毛材料一般选用耐酸、耐磨的纤维或塑料。酸洗钝化液供应系统负责向刷洗机构提供适量的酸洗钝化液,废水收集系统则用于收集刷洗过程中产生的废液。工作原理:工作时,刷洗机构带动刷毛旋转或往复运动,同时将酸洗钝化液涂抹在金属工件表面,通过刷毛的摩擦作用去除表面杂质,并将杂质随废液一起带走。刷洗式设备适用于局部表面处理或对精度要求较高的金属工件,能够精确控制酸洗钝化的范围和程度,但处理效率相对较低。
酸洗原理 酸洗是利用酸溶液去除金属表面上的氧化皮、铁锈、焊渣等杂质的过程。常见的酸洗液包括硫酸、盐酸、硝酸、氢氟酸等。以盐酸酸洗为例,当金属制品浸入盐酸溶液中时,金属表面的氧化物(如 Fe₂O₃、Fe₃O₄ 等)与盐酸发生化学反应,生成相应的金属氯化物和水,从而使氧化物溶解并脱离金属表面。其化学反应方程式如下: Fe₂O₃ + 6HCl → 2FeCl₃ + 3H₂O Fe + 2HCl → FeCl₂ + H₂↑ 从上述反应可以看出,在酸洗过程中,金属基体也可能与酸发生反应,因此需要合理控制酸洗液的浓度、温度和酸洗时间,以避免过度腐蚀金属基体,同时确保有效去除杂质。通过去除杂质和氧化物,改善了金属的外观和性能。

钝化阶段工艺目的:钝化是在金属工件表面形成一层致密的保护膜,以提高金属的耐腐蚀性和抗氧化性。这层保护膜可以阻止金属与外界环境发生化学反应,从而延长金属制品的使用寿命。不同的金属材质需要采用不同的钝化工艺和钝化液配方。常用钝化液及设备:对于钢铁材料,常用的钝化液有铬酸盐钝化液、磷酸盐钝化液等。铬酸盐钝化液能够在钢铁表面形成一层蓝色的氧化膜,具有良好的装饰性和防护性;磷酸盐钝化液则可在钢铁表面形成一层磷化膜,提高钢铁的耐磨性和耐腐蚀性。对于不锈钢材料,常用的钝化液有硝酸钝化液、柠檬酸钝化液等。在钝化阶段,常用的设备有浸泡式钝化槽、喷淋式钝化设备等。浸泡式钝化槽是将工件完全浸泡在钝化液中进行钝化处理;喷淋式钝化设备则是通过喷头将钝化液均匀地喷洒在工件表面,使工件表面形成均匀的钝化膜。每台设备都经过严格测试,质量保证。重庆不锈钢酸洗钝化设备联系电话
环保型酸洗钝化设备减少了对环境的影响。酸洗钝化设备定做价格
影响酸洗效果的因素:酸液的浓度对酸洗效果起着关键作用。一般来说,在一定范围内,酸液浓度越高,酸洗速度越快,但浓度过高可能会导致金属过度腐蚀,出现 “过酸洗” 现象,使金属表面变得粗糙,甚至降低金属的机械性能。温度也是重要因素之一,适当提高酸液温度可以加快化学反应速率,提高酸洗效率,但温度过高同样会加剧金属的腐蚀,并且可能引发酸雾挥发,造成环境污染和安全隐患。此外,酸洗时间的控制也至关重要,时间过短,杂质无法完全去除;时间过长,则容易引发过酸洗。例如在对碳钢进行酸洗时,若采用 10% 浓度的盐酸溶液,常温下酸洗时间一般控制在 10 - 30 分钟较为合适,而当温度升高到 50℃时,酸洗时间可适当缩短至 5 - 15 分钟,但需密切监控酸洗过程,防止过酸洗的发生。酸洗钝化设备定做价格