商机详情 -
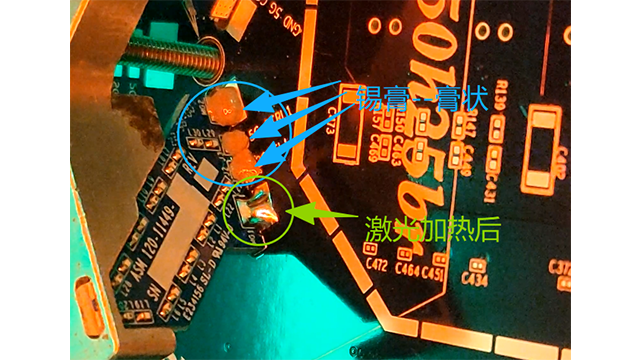
深圳自动激光锡环
高速线芯线细密,排列不齐是导致焊接偏位的主要原因。全自动焊接产线通常包含整形工序与视觉定位系统。整形机先将散乱的芯线按焊盘间距梳理整齐,再由CCD视觉拍照识别每根芯线的实际位置,与标准位置比对后,运动机构自动补偿偏移量,确保焊接头准确落在芯线上。整形精度与视觉算法直接决定对位效果。若只依赖机械硬对位,芯线微小偏差将导致焊接偏位。设备的多工位协同控制能力,是保障多芯线同时焊接成功的关键。深圳市耐斯特的高速线全制程设备,涵盖芯线前处理、整形、焊接等环节,通过多工位协同控制,保证每根芯线焊接对位精确。新能源高压线束屏蔽层接地焊接,自动化焊锡需保证电气连接长期可靠。深圳自动激光锡环

微型摄头模组内部的光学部件对尘埃与污染物零容忍。这要求其激光焊锡生产环境必须向洁净室标准靠拢。相应的设备设计需采用全封闭或半封闭的防护结构,防止外部空气流动带入颗粒。工作腔体内应保持微正压,并集成高效粒子过滤系统。焊接过程中产生的微量烟尘,需要由内置的负压抽吸装置即时捕获处理,避免烟尘重新附着在镜片或传感器表面。设备的外表面也应采用光滑、无死角的设计,便于擦拭保养。投资于具备高标准洁净设计的激光焊锡工作站,是对微型的摄像头产品光学品级的直接保障,能有效降低因污染导致的批量性不良。深圳市耐斯特智能装备有限公司在设备研发中考虑高洁净环境的生产需求。公司成立于2004年,致力于精密焊接设备的自主研发与生产,其激光焊锡机设计可适应多种严苛的生产环境要求,为高要求制造提供清洁、稳定的工艺保障。重庆激光锡膏供应商芯片植锡精密焊接讲究锡球均匀性和曲线控制,减少虚焊风险。
无线充线圈采用漆包线绕制,外层绝缘漆若不去除干净,焊接时必然出现虚焊。自动上料焊锡中,激光去漆是目前效率较高且损伤较小的方式。激光能量精确烧蚀漆层,不伤铜线,去漆后可直接沾锡焊接。相比机械物理剥漆或化学溶解,激光去漆无应力、无粉尘,适合细线径产品。将去漆与焊接功能集成于同一设备,可避免工序间转移导致的二次氧化,保证焊接可靠性。设备对漆包线类产品的处理能力,是选型时需关注的要点。深圳市耐斯特的线束激光去漆沾锡焊接自动化设备,将去漆、沾锡、焊接集成一体,专门针对无线充线圈、漆包线等产品设计,保证去漆干净、焊接可靠。
安装调试周期取决于设备复杂度与工艺成熟度。标准设备且已完成打样,调试周期通常3-5天,主要工作包括设备就位、电源气源连接、工艺参数导入、首件验证、操作培训。非标整线且涉及多工序联调,周期可能延长至10-15天,包括单站调试、联机调试、节拍匹配、异常处理流程验证。耐斯特工程师提前沟通现场条件,设备到厂后按计划推进调试,用打样确定的工艺参数进行产品验证,良率与节拍达标后交付,并提供操作培训。调试完成后移交完整技术文档,保障客户具备自主运维能力。SMT回流焊后细间距元件补焊问题,找精密焊接厂家配合能提升直通率。

耳机线地线常为多股细铜丝绞合结构,吸热较快,容易导致虚焊。避免虚焊的关键在于保证地线头在焊接前充分预热并沾锡。全自动焊接产线中,可在焊接前增加预沾锡工序,将地线头先浸锡,使散开的铜丝粘合成整体,提高热传导效率。焊接时,热压头或激光光斑需完全覆盖沾锡区域,温度曲线适当延长加热时间,确保地线芯全部熔入焊点。设备是否支持多段温度设定与过程监控,可作为评估依据。深圳市耐斯特的自动沾锡机和热压焊机针对地线焊接优化工艺,有效提升焊接可靠性,降低虚焊发生率。选激光锡球机,要确认其喷球头的防氧化设计,保证锡球表面光洁度。广东软硬电路板激光锡环供应商
精密焊接采购技术文件需明确焊点尺寸、材料和时间参数。深圳自动激光锡环
新建元器件生产线时,焊接工位不是孤立的,必须与前道的绕线、装配和后道的测试、包装节拍匹配。整线规划时,精密焊接设备需具备高速、稳定、易集成特点,且通信协议要能对接产线MES。选整线供应商,要求其具备系统集成能力,能协调前后工序设备,而不仅只是提供单机。整线平衡后,在制品积压减少,生产周期缩短,人均产出提升。深圳市耐斯特可提供全制程设备,从单机到整线,适用于元器件制造精密焊接整线需求,帮助客户实现自动化生产。整线集成后,生产节拍平衡,人工大幅减少,体现了精密焊接整线的价值。深圳自动激光锡环
深圳市耐斯特智能装备有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,深圳市耐斯特智能装备供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!