商机详情 -
直销钣金机械加工解决方案
钣金加工中的误差范围通常在0.1mm到100mm之间,具体取决于加工材料、方法和精度要求。例如,激光切割的板厚范围通常在0.510mm,而折弯工艺则适用于0.56mm的板厚。切割公差通常为±0.2mm,折弯角度公差为±1°。钣金折弯件的未注线性尺寸极限偏差根据基本尺寸段的不同而有所变化,如030mm段为±0.2mm,30120mm段为±0.3mm等。未注倒圆半径和倒角高度尺寸的极限偏差也根据基本尺寸段有所不同,如03mm段为±0.4mm,36mm段为±0.3m m等。未注角度尺寸的极限偏差同样根据基本尺寸段变化,如010°段为±1°30',1050°段为±1°等。相较于传统钣金加工模式,生产效率提升 30% 以上,常规钣金件订单可实现 7 天内交付,急单支持 72 小时快速响应;直销钣金机械加工解决方案
尺寸准确度不足:确保加工前对设备进行校准,检查工具状态和刀具磨损情况。加工过程中采用激光测量等技术实时监控尺寸。表面粗糙度不达标:加工前检验原材料,确保未受损。加工过程中使用适当的润滑液体,选择合适的加工工艺和刀具,如喷砂、抛光等后处理工艺。变形问题:使用预防变形的加工技术,如合理的切割和折弯顺序。考虑增加材料厚度或在设计时加入加固筋、毯边等结构。焊接质量问题:确保焊缝清洁,选择合适的焊接材料和工艺参数。加强焊接过程监控,采用自动化焊接设备,悍后进行执处理江苏钣金机械加工招商加盟我们是一家致力于钣金激光加工的企业,为客户提供高质量、高效率的钣金加工解决方案。

钣金机械加工的参数和调试方法涉及多个方面,以下是对这些方面的详细介绍:钣金机械加工的关键参数材料参数:硬度:材料硬度直接影响到切削力、磨损和变形。选择合适硬度的材料可以有效提高加工效率,并避免刀具过快磨损和加工精度不足的问题。抗拉强度:抗拉强度是指材料在拉伸过程中所能承受的比较大应力。在钣金加工中,较高的抗拉强度有助于提高产品的承载能力和硬度。膨胀系数:材料在温度变化时,其体积或长度会发生变化,膨胀系数描述了这种变化的程度。了解材料的膨胀系数对于设计时留出适当的安装或生产余量至关重要,以防止因温度变化导致的组装问题或尺寸不达标。
钣金机械加工的参数和调试方法涉及多个方面,以下是对这些方面的详细介绍:钣金机械加工的关键参数材料参数:硬度:材料硬度直接影响到切削力、磨损和变形。选择合适硬度的材料可以有效提高加工效率,并避免刀具过快磨损和加工精度不足的问题。抗拉强度:抗拉强度是指材料在拉伸过程中所能承受的比较大应力。在钣金加工中,较高的抗拉强度有助于提高产品的承载能力和硬度。膨胀系数:材料在温度变化时,其体积或长度会发生变化,膨胀系数描述了这种变化的程度。了解材料的膨胀系数对于设计时留出适当的安装或生产余量至关重要,以防止因温度变化导致的组装问题或尺寸不达标。
博维恩推出 “从设计到交付” 的全流程定制服务。前期安排专业工程师与客户深度沟通;

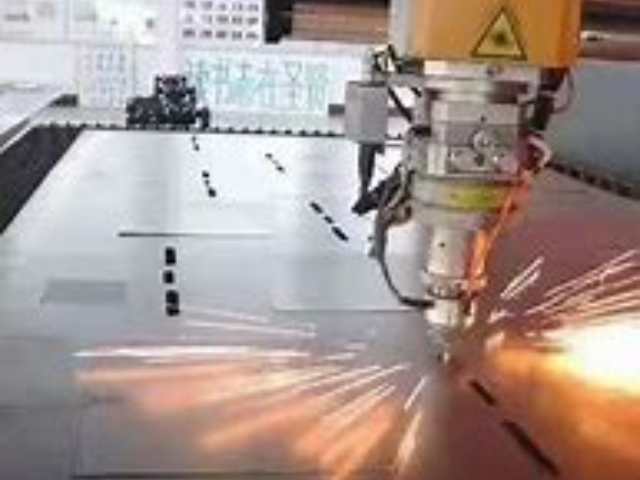
钣金机械加工的调试方法:设备调试:在进行钣金加工前,需要对设备进行调试,包括检查设备的精度、稳定性和安全性等方面。确保设备的各个部件处于良好的工作状态,如刀具、模具、夹具等。工艺调试:根据加工要求和材料特性,选择合适的加工工艺和参数。对加工工艺进行模拟和测试,确保加工过程稳定且符合预期要求。误差调整:在加工过程中,需要实时监测和记录误差情况。根据误差情况,及时调整设备的参数和工艺,以减小误差并提高加工精度。博维恩机械钣金加工以 “毫米级精度” 为标准,配备数控冲床、光纤激光切割机、数控折弯机等先进设备;直销钣金机械加工解决方案
工业冷风机高效水冲霜化霜系统:降低能耗,提高能效,延长使用寿命长;直销钣金机械加工解决方案
能效**:从"电力黑洞"到"度电必争"的进阶传统钣金车间电力成本占运营总支出超40%,而设备空载损耗、低效液压系统、冗余加工路径导致的能源浪费普遍存在。我们以三大技术构建节能新范式:-**伺服直驱技术**:淘汰传统异步电机,采用永磁伺服系统,切割/折弯工序节能达55%,某家电企业年省电费超200万元;-**智能待机模式**:通过电流感应自动切换低功耗状态,设备空载能耗降低80%;-**工艺路径优化算法**:基于材料特性动态规划加工顺序,减少无效行程30%。在浙江某新能源汽车部件工厂的实测中,新一代设备使单件钣金加工综合能耗下降42%,验证了能效升级对利润率的直接拉升效应。直销钣金机械加工解决方案