商机详情 -
无锡钣金机械加工厂家价格
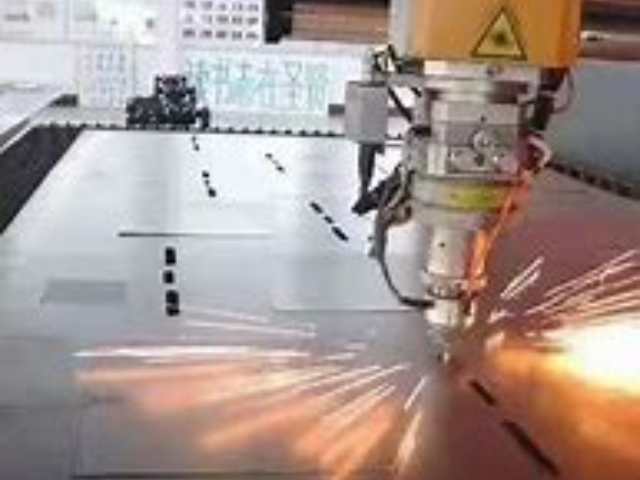
以技术突破精度极限,钣金机械加工的核心竞争力之一,在于其对精度的比较好追求。借助先进的数控激光切割机、数控冲床和折弯设备,钣金加工可实现±0.1毫米以内的误差控制,确保产品尺寸分毫不差。例如,在通信设备制造中,天线罩的精密开孔直接影响信号传输效率;在新能源领域,电池外壳的严丝合缝是安全性的重要保障。通过数字化编程和自动化操作,钣金加工不仅消除了人为误差,还能实现复杂结构的一次成型,满足制造业对“零缺陷”的严苛需求。真正实现 “行业专属钣金解决方案”,覆盖机械制造、电子通讯、新能源设备、自动化生产线等多领域。无锡钣金机械加工厂家价格
焊接设备:用于对不同部件进行焊接,确保整体结构的牢固性和稳定性,常用的焊接设备有气焊机、电弧焊机、激光焊机等。抛光机:可对加工后的产品进行表面处理,提升产品的光滑度和光泽度。工艺特点:重量轻、强度高:钣金件通常具有较轻的重量和较高的强度,能够满足一些对重量有要求的产品设计需求,如航空航天、汽车等领域中的部分零部件。精度较高:随着现代钣金加工设备的不断发展,如数控冲床、激光切割机、数控折弯机等的广泛应用,能够实现较高的加工精度,保证产品的尺寸精度和形状精度。什么钣金机械加工技术参数合理的设计能够减少加工工艺和工时,提高加工效率和产品质量。

钣金机械加工是一种针对薄板状金属进行加工,通过施力使其变形从而制作出立体形状的技术。以下是对钣金机械加工的详细介绍:钣金机械加工大致分为手工钣金和机械钣金两种方法。手工钣金:主要是用锤子等工具,手工对金属板施力而成形。机械钣金:将材料夹在模具之间,施加液压等机械力来成形。这种方法在工业产品中较为常用,也称为“钣金加工”。钣金机械加工的主要工序包括剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定的几何知识。具体工序如下:剪料-下料-落料-冲孔-折弯-压铆-拉铆-铆接-成形。
钣金机械加工的主要工序包括剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定的几何知识。具体工序如下:剪料:指材料经过剪板机得到矩形工件的工艺过程。下料:指工件经过激光切割或数控冲床冲裁的工艺过程。落料:指在普通冲床或其他设备上使用模具加工得到产品形状的工艺过程。冲孔:指工件由普通冲床和模具加工孔的工艺过程。折弯:指工件由折弯机成型的工艺过程。压铆:指采用冲床或油压机把压铆螺母、压铆螺钉或压铆螺母柱等紧固件牢固地压接在工件上的工艺过程。拉铆:指以拉铆枪为工具,用拉钉将两个或两个以上工件紧密地连接在一起的工艺过程。铆接:用铆钉将两个或两个以上工件面对面连接在一起的工艺过程,若是沉头铆接,需先将工件进行沉孔。成形:指在普通冲床或其他设备上使用模具使工件变形的工艺过程。相较于传统钣金加工模式,生产效率提升 30% 以上,常规钣金件订单可实现 7 天内交付,急单支持 72 小时快速响应;

调整放卷机和矫直机之间的张力控制系统,确保放卷速度与矫直速度相匹配。对于较厚的板材,通常需要较大的张力;对于较薄的板材,则需要较小的张力。导向装置调整:根据板材的宽度和厚度,调整进料口的导向装置。确保板材在进入矫直区城时保持与设备中心线对齐。入口和出口压力调整:适当增加入口压力,确保板材顺利通过矫直辊。适当调整出口压力,使板材在拉伸过程中获得适度的张力。矫直速度调整:根据板材厚度和材质,设定合理的运行速度。避免速度过快导致板材无法充分接触矫直辊,或速度过慢导致板材过度弯曲。凭借高精度、高效率、智能化等优势,为行业客户提供稳定可靠的加工解决方案。江苏环保钣金机械加工自研厂家
减少材料浪费,帮助客户降低钣金件采购成本,实现 “高效生产 + 成本优化” 双重价值。无锡钣金机械加工厂家价格
调整放卷机和矫直机之间的张力控制系统,确保放卷速度与矫直速度相匹配。对于较厚的板材,通常需要较大的张力;对于较薄的板材,则需要较小的张力。导向装置调整:根据板材的宽度和厚度,调整进料口的导向装置。确保板材在进入矫直区域时保持与设备中心线对齐。入口和出口压力调整:适当增加入口压力,确保板材顺利通过矫直辊。适当调整出口压力,使板材在拉伸过程中获得适度的张力。矫直速度调整:根据板材厚度和材质,设定合理的运行速度。避免速度过快导致板材无法充分接触矫直辊,或速度过慢导致板材过度弯曲。无锡钣金机械加工厂家价格