商机详情 -
特种钣金机械加工产地
钣金机械加工的主要工序包括剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定的几何知识。具体工序如下:剪料:指材料经过剪板机得到矩形工件的工艺过程。下料:指工件经过激光切割或数控冲床冲裁的工艺过程。落料:指在普通冲床或其他设备上使用模具加工得到产品形状的工艺过程。冲孔:指工件由普通冲床和模具加工孔的工艺过程。折弯:指工件由折弯机成型的工艺过程。压铆:指采用冲床或油压机把压铆螺母、压铆螺钉或压铆螺母柱等紧固件牢固地压接在工件上的工艺过程。拉铆:指以拉铆枪为工具,用拉钉将两个或两个以上工件紧密地连接在一起的工艺过程。铆接:用铆钉将两个或两个以上工件面对面连接在一起的工艺过程,若是沉头铆接,需先将工件进行沉孔。成形:指在普通冲床或其他设备上使用模具使工件变形的工艺过程。在进行钣金机械加工前,需要进行合理的产品设计。特种钣金机械加工产地
博维恩不锈钢钣金焊接广泛应用于汽车制造、航空航天、电子通讯、医疗设备等多个领域。在汽车制造中,我们的焊接产品被广泛应用于车身结构、排气系统等关键部位,为汽车的安全性和舒适性提供了有力保障。在航空航天领域。博维恩不锈钢钣金焊接以其材度,高稳定性和优异的耐腐蚀性,成为了航空航天设备中不可或缺的重要部件。为了更好地服务于广大客户,我们不断优化生产流程,提升产品质量,同时加强售前、售中、售后的***服务体系建设。我们拥有专业的技术团队和完善的售后服务体系,能够为客户提供及时、专业的技术支持和解决方案。便捷式钣金机械加工招商加盟我们是一家致力于钣金激光加工的企业,为客户提供高质量、高效率的钣金加工解决方案。

钣金加工中的误差范围通常在0.1mm到100mm之间,具体取决于加工材料、方法和精度要求。例如,激光切割的板厚范围通常在0.510mm,而折弯工艺则适用于0.56mm的板厚。切割公差通常为±0.2mm,折弯角度公差为±1°。钣金折弯件的未注线性尺寸极限偏差根据基本尺寸段的不同而有所变化,如030mm段为±0.2mm,30120mm段为±0.3mm等。未注倒圆半径和倒角高度尺寸的极限偏差也根据基本尺寸段有所不同,如03mm段为±0.4mm,36mm段为±0.3m m等。未注角度尺寸的极限偏差同样根据基本尺寸段变化,如010°段为±1°30',1050°段为±1°等。
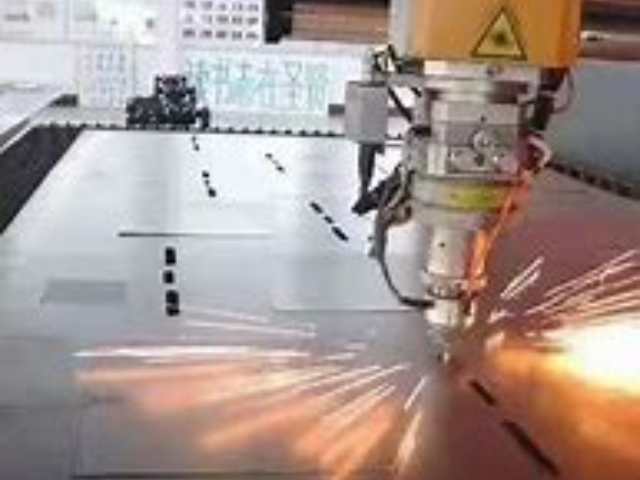
重要竟争优势1.智能生产体系配备德国通快激光切割机(功率12kW)、日本AMADA数控冲床等前列设备集成MES生产执行系统,实现订单全流程数字化追踪支持0.01mm级加工精度,板厚处理范围0.5-25mm2.多材料加工能力碳钢/不锈钢/铝合金/铜材等常规金属钛合金/镍基合金等特种材料萄膜板/防指纹板等装饰板材3.精细工艺控制激光切割:切口粗糙度Ra≤3.2μm,热影响区≤0.1mm数控折弯:角度公差±0.5°,重复定位精度±0.03mm焊接工艺:配备机器人氩弧焊,焊缝渗透检测合格率100%凭借高精度、高效率、智能化等优势,为行业客户提供稳定可靠的加工解决方案。

质量保证与管理体系质量是我们的生命线,我们严格按照ISO9001质量管理体系进行生产和管理,确保产品的质量稳定和可靠。我们采用良好的钣金材料,结合良好的工艺和严格的质检流程,保证每一件产品都符合客户的要求。4.专业团队与售后服务我们拥有一支经验丰富、技术精湛的团队,他们对钣金加工领域有着丰富的实践经验和专业知识。无论是技术咨询、产品设计还是售后支持,我们都能够及时响应客户需求,并提供专业的解决方案和良好的服务。专业钣金机械加工设备——高效、专业、智能化的生产解决。常州国内钣金机械加工询盘
在钣金加工行业,设备稳定性直接影响生产计划的执行和交货周期。特种钣金机械加工产地
钣金检测在完成初步调整后,使用**平整度检测工具(如激光平整度仪或平尺)检查板材的平整度。如发现板材仍有弯曲或波浪,需进行微调。钣金机械加工的参数和调试方法涉及多个方面,需要综合考虑材料特性、加工要求、设备状态等因素。通过合理的参数选择和调试方法,可以确保加工过程稳定、高效且符合质量要求。钣金机械加工是一种利用机械设备对薄金属板材进行切割、弯曲、成形和连接的加工方法,以下是具体介绍:设计与准备工作:根据产品的设计要求和样品确定所需的加工规格和工艺要求,准备好所需的原材料和工具。下料与切割:采用剪切机、冲床或激光切割机等设备,根据设计要求将原材料进行下料和切割。特种钣金机械加工产地