商机详情 -
东莞自动跟踪视觉点胶系统解决方案
视觉点胶系统在生产过程中可以采取以下措施来保证安全性:设计合理的机械结构:视觉点胶系统的机械结构应具备稳定性和可靠性,避免发生意外事故或机械故障。它应该经过充分的设计和测试,确保其在工作过程中能够保持稳定的运行状态。使用安全设备:为了保护操作人员和周围的工作环境,视觉点胶系统应配备适当的安全设备,如保护罩、安全门、传感器等。这些设备可以监测并阻止人员接近危险区域,以减少潜在的伤害风险。控制系统安全性:视觉点胶系统应采用可靠的控制系统,确保操作和点胶过程的安全性。这包括使用安全开关、紧急停止按钮、监控系统等来监测和控制点胶系统的运行状态,确保在发生异常情况时可以迅速停止操作。培训操作人员:对于使用视觉点胶系统的操作人员,必须进行充分的培训,使其了解系统的操作流程、安全规定和应急措施。培训可以提高操作人员对系统的安全意识,降低操作失误和事故的发生概率。视觉点胶系统支持各种点胶阀,满足不同粘度胶水点胶需求。东莞自动跟踪视觉点胶系统解决方案

视觉点胶系统通过自动化和高精度的图像处理技术,减少了对人工判断和操作的依赖,从而减少了人为因素的干扰。以下是一些视觉点胶系统减少人为因素干扰的方法:自动化操作:视觉点胶系统能够自动完成点胶任务,只需要操作人员设置好相关参数,系统就能自动执行。这消除了人工操作过程中需要产生的误差和变动。高精度的图像处理:系统使用先进的图像处理软件,能够准确地分析和识别工件的形状、大小、位置等特征。这消除了人为判断的主观性和需要的误差。实时监测和反馈:视觉点胶系统能够实时监测点胶过程中的各种参数和反馈信息,如胶水流量、胶水的涂覆情况等。这帮助操作人员及时调整和优化点胶过程,减少人为因素对点胶质量的影响。东莞自动跟踪视觉点胶系统解决方案视觉点胶系统支持远程诊断,方便工程师快速解决故障。

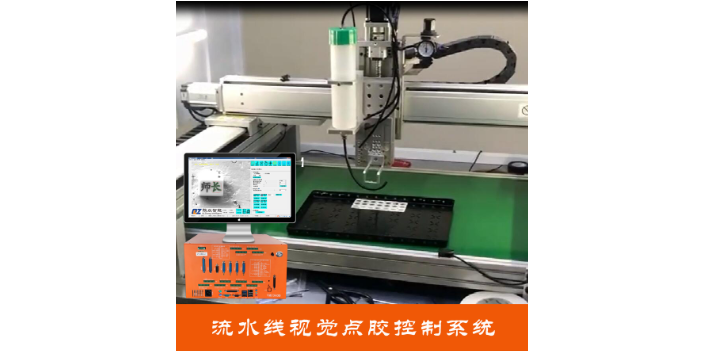
流水线视觉点胶系统:它是一款专门适用于流水线点胶作业的系统,完美实现设备厂商要求的“左进右出”加工模式,即流水线左侧自动进料,中间加工,右侧出料。它比较大的特点就是同步控制点胶产品的运动速度,与高速点胶阀完美配合,能够切换自如地应对不同路径的点胶。适用于产品批量点胶加工,可一直保持运动,定位准确,工件可随意摆放,支持CAD编辑及导图,多产品混合加工(不同高度、不同尺寸),既能实现像机械手一样可实现高自由度、全方面无死角的点胶作业,又能轻松实现与现有产线的无缝对接。
视觉点胶系统在应对变化频繁的生产任务时,可以通过以下几种方式进行调整:灵活的程序设计:设计点胶程序时考虑到生产任务的变化是非常重要的。系统应该具备灵活性,能够快速适应不同的点胶要求和产品变化。可以使用可编程逻辑控制器(PLC)或其他编程工具,通过修改程序的参数和逻辑来适应生产任务的变化。自动化调整:视觉点胶系统可以集成传感器和反馈机制,实现自动化的调整。通过使用视觉系统和传感器来检测产品位置和形状的变化,系统可以自动调整点胶的位置、速度和压力等参数,以适应变化的生产任务。快速换模和调整:为了应对变化频繁的生产任务,点胶系统应该具备快速换模和调整的能力。设计易于更换的点胶头和点胶模具,使用快速连接件和调整装置,以便在不同的生产任务之间快速更换和调整设备。视觉点胶系统可设置信号灯,进行多重安全防护,保障操作人员安全。
视觉点胶系统能为点胶机带来哪些好处:1、精度提升:传统的手动点胶和简单的自动化点胶很难做到高精度的点胶,而视觉点胶系统通过高精度的图像识别和处理技术,实时准确地识别工件的位置和形状,从而实现高精度的点胶2、质量提高:视觉点胶系统可以实现高精度、高一致性的点胶作业,保证了产品的质量和可靠性。3、成本降低:可自动识别不良品或不需要点胶的产品,无需治具,减少胶水耗材及加工周期,有效的节省终端客户隐性的生产成本;简单来说,就是视觉点胶系统可以为点胶机提供高精度、高效率、低成本、高质量的自动化点胶解决方案,是现代制造业不可或缺的重要技术。视觉点胶系统具备自动对焦功能,适应不同高度工件点胶。中山全景局部视觉点胶系统服务热线
视觉点胶系统通过持续技术迭代,始终保持行业水平。东莞自动跟踪视觉点胶系统解决方案
视觉点胶机的应用越来越广,从饰品加工到工业电子用品,要完成高效率、高精确的点胶加工工作,就离不开视觉点胶机。这源于视觉点胶机的秒拍视觉定位,可以快速识别整个加工台面上的所有加工产品,开展髙速点胶工作,精确控制出胶量。那么,视觉点胶机是如何控制出胶量的呢?一般造成出胶量预期效果的难点有以下几点:1、呼吸系统的标准气压不够,使出胶量控制预期效果不明显;2、出现漏滴和出胶量过小的情况;3、点胶针筒二次运用造成点胶针堵塞难点;4、点胶工艺的控制。要解决难点1,可以从标准气压度下手,将气压控制在适当范围,不能过高或过低,否则很容易造成出胶量较差的情况,气压罐不稳定才出现标准气压不足的难点,要对进气压表进行调节到约11到14psi,呼吸系统压力应在能符合的出胶量控制当中。出现漏滴和出胶量过小的情况,很有可能是胶水的浓度值不够,导致强力胶在点胶时顺着针筒往下滴,此时应提高机械泵回吸功效,使点胶阀内部相对于外界大气压强形成一定的气体压强差,从而使点胶阀关闭维持出胶量控制,便于提升出胶量的控制。此外,还应定期对点胶机进行保养工作。要解决难点3点胶针阀堵塞,而简单有效的方式就是及时清洗点胶阀。而点胶工艺的控制。东莞自动跟踪视觉点胶系统解决方案