商机详情 -
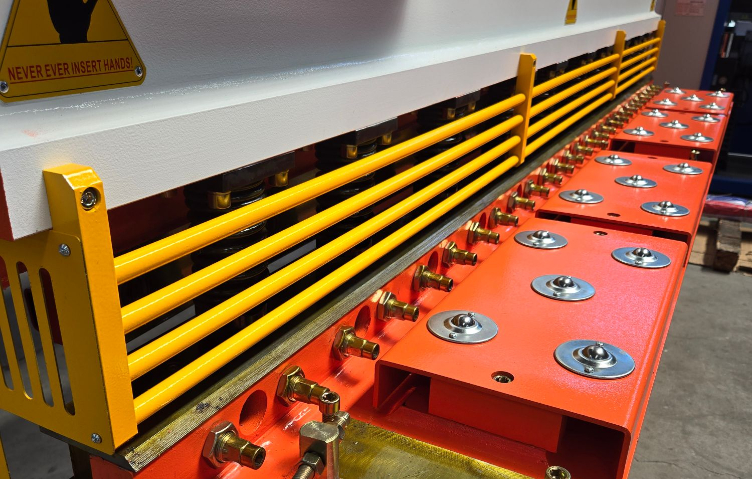
云南全自动液压剪板机调试
数控剪板机由机身、传动系统、数控控制系统、剪切系统、后档料系统等组成。机身采用钢板焊接而成,具有良好的稳定性和刚性。传动系统主要包括驱动电机、减速器、齿轮、液压泵等,其作用是将电能转化为机械能,推动剪刀完成切割动作。数控控制系统是数控剪板机的主要部件,它可以实现对切割过程的多方面控制,包括刀位、刀距、切割速度、压力等参数的调节。剪切系统主要包括上下刀具、刀座、刀片等部件,其中上刀固定,下刀可移动,通过上下升降运动完成对工件的切割。后档料系统用于自动收集剪切后的废料,以便后续处理。剪板机的主要作用是将板材进行剪切,以满足不同的加工需求。云南全自动液压剪板机调试
剪板机主要由机架、刀架、油缸、压料脚、对线装置、间隙调整装置、液压系统及电气系统等部分组成。剪板机在对板料进行剪切时,液压系统压力设定值与刃口间隙值直接影响切口质量。液压系统是由插装结构的集成式块阀、电机、油泵及其管路等组成,液压方向控制阀、压力控制阀、流量控制阀已经无法满足此系统的参数要求,所以采用插装阀结构液压系统。插装阀液压系统是将若干个插装元件进行不同组合,并配以相应的先导控制级组成方向控制、压力控制、流量控制和复合控制等控制阀,此结构控制阀具有流通能力大、控制自动化等明显优势,因此成为高压大流量领域的主要控制产品。云南全自动液压剪板机调试剪板机是机械制造业生产加工的关键设备之一。

剪板机操作前要穿紧身防护服,袖口扣紧,上衣下摆不能敞开,不得在开动的机床旁穿、脱换衣服,或围布于身上,防止机器绞伤;必须戴好安全帽,辫子应放入帽内,不得穿裙子、拖鞋。剪板机操作人员必须熟悉剪板机主要结构、性能和使用方法。操作工作前要认真做到:在空运转试车之前,应先用人工盘车一个工作行程,确认正常后才能开动设备;有液压装置的设备、检查储油箱油量应充足;启动油泵后检查阀门、管路是否有泄漏现象,压力应符合要求;打开放气阀将系统中的空气放掉。
对于液压剪板机而言,都有哪些润滑方式呢? 1.液压剪板机调隙轴轴套左右各一点。润滑方式:油枪润滑量:小(运行48小时/次)润滑剂型号:钙基润滑脂(黄油)剪板机剪切不同厚度的板材,都需要调节不同间隙,调隙轴轴套要常常润滑。 2.液压剪板机左右油缸各一点。润滑方式:油枪润滑量:中(运行8小时/次)润滑剂型号:钙基润滑脂(黄油)剪板机油缸是剪切动力的来源,作用力于油缸带动刀架运动,其机能的不乱需要做按期的润滑工作。 3.后档料滑动螺母左右各一点。润滑方式:涂抹润滑量:中(运行8小时/次)润滑剂型号:钙基润滑脂(黄油),主要通过后挡料电机对螺母的带动,完成后挡料的调节。 4.左右回程缸上下端各一点。润滑方式:油枪润滑量:小(运行16小时/次)润滑剂型号:钙基润滑脂(黄油)左右回程缸均充有压力的纯氮气,是在剪板机剪切完后,完成回程作用的装置。数控液压闸式剪板机是一种用于金属板材裁剪的设备。

剪板机是锻压行业的重要设备,能否实现预期的剪切动作是保证精度的前提。剪板机由于刀架安装面制造大多采用简化工艺,将刀片安装面由空间螺旋面简化成平面,从而造成在剪切过程中剪切间隙及剪切后角变化。剪切间隙变化会使剪切过程中剪切力大小发生变化,剪切质量下降;而剪切后角变化可加剧刀片与板材发生磨损甚至挤压,进而增加剪切力。因此,利用诺沙里公式计算出来的剪切力值作为调节剪切力大小的参考值,实际剪板过程中所需的剪切力大小都是生产现场通过不断调整辅以剪板试验得出的。剪板机是锻压行业的重要设备,能否实现预期的剪切动作是保证精度的前提。湖南液压剪板机调试
剪板机的主要部件包括刀架、压料装置和传动系统,通过液压或机械驱动完成切割。云南全自动液压剪板机调试
液压剪板机通过液压系统驱动刀片运动,完成对金属材料的切割。其工作原理如下: 液压系统:采用液压系统提供动力,通过油泵将液压油送入液压缸,产生高压力。 压料:金属板材被放置在工作台上,液压缸下压使上刀刃与下刀座夹紧金属板材,固定住待切割的位置。 切割:液压油进入主油缸,推动刀片快速下降,与下刀座组成切割动作,实现对金属板材的切割。 返回:切割结束后,液压油回流至储油箱,刀片返回到初始位置,准备进行下一次切割。云南全自动液压剪板机调试
安徽中德机床股份有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在安徽省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来安徽中德机床股份有限公司和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!