商机详情 -
苏州镶嵌用不锈钢样品夹制样耗材公司
制样耗材的产品技术指标是衡量其质量和性能的重要依据。不同类型的制样耗材有不同的技术指标,例如,滤纸的技术指标包括过滤精度、孔径分布、吸水性等。过滤精度决定了滤纸能够过滤掉的颗粒大小,孔径分布影响过滤的均匀性,吸水性则关系到滤纸在过滤液体时的效率。对于金属制样耗材,技术指标可能包括硬度、粗糙度、化学成分等。这些技术指标不仅是用户选择制样耗材的重要参考,也是企业生产和质量控制的标准。制样耗材的产品更新周期受到多种因素的影响。技术发展速度是重要因素之一,随着新材料、新工艺的不断涌现,制样耗材的更新周期逐渐缩短。市场需求的变化也会促使企业加快产品更新,例如,随着环保意识的增强,市场对环保型制样耗材的需求增加,企业就需要加快研发和生产这类产品。此外,竞争对手的产品策略也会影响企业的产品更新周期,如果竞争对手推出了更具竞争力的产品,企业就需要及时调整产品策略,加快产品更新。制样耗材的种类繁多,包括切割、研磨和抛光工具,选择适合的耗材能显著提高样品制备的效率和精度。苏州镶嵌用不锈钢样品夹制样耗材公司
制样耗材,金相切割片的切割稳定性强,操作可控性高低振动设计:切割片的 “动平衡精度” 高(通常达 G2.5 级),高速旋转时径向跳动小(≤0.1mm),避免因振动导致切割面出现 “波纹” 或样品移位;切割速度适配性:可通过调整切割设备的转速和进刀速度,匹配不同材料的切割需求(如切割硬质材料时降低进刀速度、提高转速,切割软质材料时提高进刀速度、降低转速),操作灵活性高;适配性广:可兼容大多数金相切割设备(如手动切割机、半自动切割机、全自动切割机),孔径(如 Φ25.4mm、Φ32mm)和外径(如 Φ100mm、Φ150mm、Φ200mm)规格齐全,满足不同样品尺寸的切割需求。湖北透明树脂热镶嵌料制样耗材性价比高制样耗材,提升表面质量,满足分析精度需求。
制样耗材,挑选适合特定金相分析的制样耗材,需要综合考虑材料特性、分析目的与要求、制样方法与设备等多方面因素,考虑材料特性材料硬度高硬度材料:如淬火钢、硬质合金、陶瓷等,宜选用金刚石切割片进行切割,搭配金刚石研磨膏和金刚石抛光液进行研磨抛光,能有效提高制样效率和质量。中等硬度材料:像普通碳钢、合金钢等,可用砂轮切割片切割,碳化硅砂纸研磨,氧化铝抛光粉或二氧化硅抛光液抛光。低硬度材料:如铝、铜及其合金等,切割可用树脂切割片,防止材料过度磨损和变形。研磨时采用粒度较细的金相砂纸,抛光则使用氧化镁抛光液或粒度更细的抛光膏,避免产生划痕和变形层。
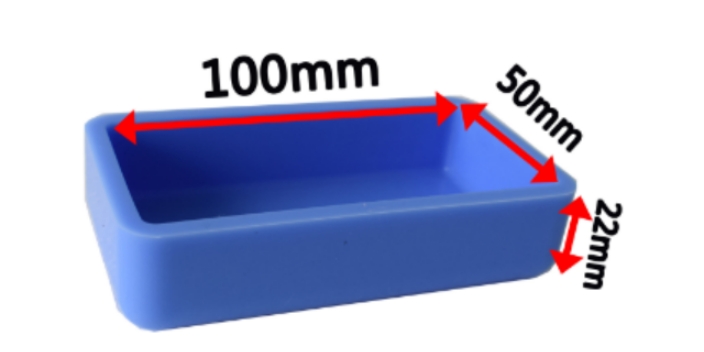
制样耗材,镶嵌类耗材镶嵌粉:对于尺寸较小、形状不规则或不易握持的试样,使用镶嵌粉将其镶嵌在载体上,以便于后续的切割、研磨和抛光等操作,如热压镶嵌粉适用于对温度和压力不敏感的材料的热压镶嵌;冷镶嵌树脂和固化剂适用于对温度和压力敏感的材料的室温镶嵌。镶嵌辅助耗材:注模杯和镶嵌环用于盛放镶嵌材料和试样;脱模剂可使镶嵌好的试样更容易从模具中取出;固样卡子用于固定试样,使其在镶嵌过程中保持稳定。常见的有环氧树脂和丙烯酸树脂,适用于对温度和压力敏感的材料的室温镶嵌,具有粘度低、收缩率低、渗透性强的特点,能在常温下快速固化,便于操作。制样耗材,辅助夹在镶嵌过程中,用于固定试样的位置,确保试样在热镶嵌或冷镶嵌时不会发生移动或偏移。
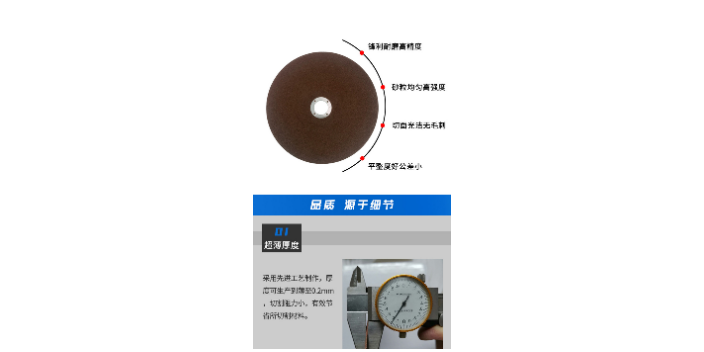
制样耗材,金相切割片的超高切割精度,保障样品完整性尺寸精度高:切割后样品的厚度、平面度偏差通常控制在 ±0.05mm 以内,满足金相分析对样品尺寸一致性的要求(如标准金相样品厚度多为 1-5mm)。表面粗糙度低:切割面 Ra 值可低至 1.6-3.2μm,减少后续研磨抛光的工作量,避免因初始表面粗糙导致的组织观察偏差。切割垂直度好:基体(通常为钢或纤维树脂)刚性强,切割过程中不易弯曲,确保切割面与样品基准面垂直,避免样品 “倾斜” 影响后续镶嵌定位。制样耗材,固化后的热镶嵌块可适配自动化研磨抛光设备,满足标准化、规模化制备需求,减少人工干预。苏州镶嵌用不锈钢样品夹制样耗材公司
制样耗材在建筑材料测试中必需,合适耗材能制备标准试样,确保测试准确性。苏州镶嵌用不锈钢样品夹制样耗材公司
制样耗材,智能化与自动化:结合传感器技术、自动化控制技术,开发出具有智能反馈和自动调节功能的金相制样耗材。例如,智能抛光布可以根据试样表面的粗糙度自动调整抛光力度和速度;自动研磨设备能够根据预设的参数自动更换砂纸或研磨盘,实现整个制样过程的自动化操作,提高制样效率和准确性。与先进技术融合:与 3D 打印、激光技术等先进制造技术相融合,开发出新型的金相制样耗材和制样方法。例如,利用 3D 打印技术可以制造出具有复杂形状和特殊结构的镶嵌模具或辅助工具,为不规则试样的制样提供更好的解决方案。苏州镶嵌用不锈钢样品夹制样耗材公司