商机详情 -
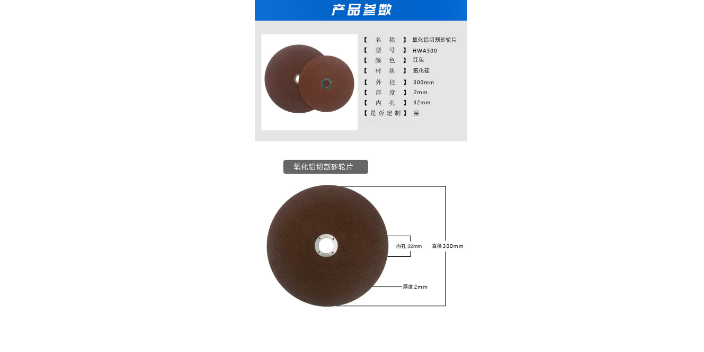
广州透明树脂热镶嵌粉制样耗材按钮操作
制样耗材,冷却与润滑:采用湿式切割时,要确保冷却润滑液充足且清洁。冷却润滑液不仅能降低切割温度,防止样品过热影响组织,还能减少切割片与样品之间的摩擦,延长切割片寿命。定期更换冷却润滑液,避免杂质堆积影响切割效果。切割片的安装与维护:安装切割片时,要确保切割片安装牢固,轴心与切割机的主轴同心,避免切割片在旋转过程中发生摆动。在使用过程中,如发现切割片有异常磨损、裂纹或振动等情况,应立即停止使用并更换切割片。制样耗材,金相镶嵌脱模剂常见为喷雾型、液体型或膏状,易于涂抹或喷涂,能均匀覆盖模具内壁,操作简单。广州透明树脂热镶嵌粉制样耗材按钮操作

制样耗材,金相制样耗材的质量对金相分析结果影响很大,直接关系到分析结果的准确性、可靠性和可重复性,对样品制备过程的影响切割环节切割精度:好的切割片,如金刚石切割片,硬度高、切割精度高,能将样品切割成合适的尺寸和形状,且切割面平整,减少后续研磨和抛光的工作量。质量差的切割片则可能出现切割面不平整、倾斜等问题,导致样品在后续制样过程中难以磨抛均匀,影响观察效果。热影响:好的切割冷却润滑液能很好降低切割区域的温度,防止材料因过热而发生内部结构变化。若冷却润滑液质量不佳,冷却润滑效果不好,可能使样品局部温度过高,引起材料的内部结构改变,产生热影响层,从而影响金相分析结果的真实性。广州镶嵌粉制样耗材操作简单制样耗材,如热镶嵌粉,广泛应用于需要高温镶嵌的材料,提高镶嵌的强度和稳定性。
制样耗材的生产工艺创新是提升产品竞争力的关键。在陶瓷制样耗材的生产中,采用等静压成型工艺可以使陶瓷材料更加致密,提高其硬度和耐磨性。与传统的干压成型工艺相比,等静压成型工艺生产出的陶瓷切割片在切割硬质材料时,切割效率更高,使用寿命更长。在金属制样耗材的表面处理工艺上,采用等离子体处理技术,可以在金属表面形成一层特殊的纳米结构,增强金属的表面活性,提高其与涂层的结合力,从而提升金属制样耗材的综合性能。
制样耗材,金刚石抛光液:有单晶和多晶、水基和油基、浓缩型和预混合型等多种类型,金刚石浓度高,粒径均匀,悬浮液分散充分,磨削力强,抛光表面光洁度高,无划伤,适用于各种金属、合金、陶瓷等硬质材料的研磨和抛光,金刚石抛光液:有单晶和多晶、水基和油基、浓缩型和预混合型等多种类型,金刚石浓度高,粒径均匀,悬浮液分散充分,磨削力强,抛光表面光洁度高,无划伤,适用于各种金属、合金、陶瓷等硬质材料的研磨和抛光,抛光粉:如氧化铝抛光粉等,具有一定的磨削能力和抛光效果,可用于一些对表面光洁度要求较高的金属材料的抛光,配合抛光布使用能获得较好的抛光质量。制样耗材,金相冷镶嵌模无高温加热过程,减少烫伤风险,无剧烈放热或有毒气体,对操作人员和环境更友好。
金相耗材,金相切割片在金相分析流程中展现出的使用优势,直接提升分析效率和结果可靠性:1.保障金相分析结果的真实性这样的优势——通过低热损伤、高精度切割,极大限度保留样品的原始组织状态(如金属的晶粒形态、析出相分布、缺陷结构),避免因切割损伤导致的分析误差(如误将热变形组织判定为材料本身的组织缺陷)。2.提升样品制备效率,降低人工成本切割面粗糙度低,可减少后续研磨抛光的步骤(如普通切割片需3-4道研磨,金相切割片只需1-2道),缩短样品制备周期(从数小时缩短至数十分钟);耐用性强,减少切割片的更换频率,降低操作人员的重复劳动(如无需频繁停机、装夹切割片);适配全自动切割机时,可实现“一键切割”,无需人工实时监控,进一步提升批量样品的处理效率。 制样耗材,金相切割冷却液能够防止热损伤,保护原始组织。河南冷镶嵌用模制样耗材企业
制样耗材,像镊子,广泛应用于样品的夹取和操作,方便快捷。广州透明树脂热镶嵌粉制样耗材按钮操作
制样耗材,金相切割片的低热损伤设计,保护材料原始组织热损伤是金相切割的痛点——高温会导致金属材料发生氧化、相变(如奥氏体不锈钢过热产生碳化物)或热应力裂纹,直接破坏原始组织,导致分析结果失真。金相切割片通过以下设计减少热损伤:磨料选型适配:根据材料硬度选择磨料(如切割高硬度钢用金刚石磨料,切割铝合金用碳化硅磨料),磨料锋利度高、切削力集中,减少“摩擦生热”;结合剂导热性优:多采用树脂结合剂(而非普通切割片的陶瓷结合剂),树脂导热系数低,可减少热量向样品传递,同时结合剂弹性好,能缓冲切割振动,进一步降低热应力;冷却通道优化:部分切割片表面设计螺旋或蜂窝状冷却槽,配合切割设备的冷却液(通常为水基乳化液),可快速带走切割区域热量,将样品表面温度控制在50℃以下(多数金属相变温度的1/3以内)。广州透明树脂热镶嵌粉制样耗材按钮操作