商机详情 -
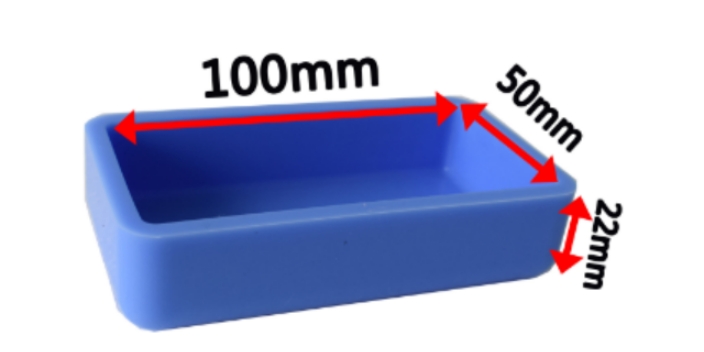
北京软硅胶模制样耗材性价比高
制样耗材,冷镶嵌王镶嵌完毕,快速方便。适用于不能被加热样品的镶嵌及无镶嵌机的场所,节省设备投资和能耗,同时您将再也不会担心样品因回火而软化或者因加热而发生内部组织变化。 冷镶嵌料是一种由粉、液双组份组合的室温快速固化胶,即:由金相胶粉和金相固化剂组成的特种胶。在室温条件下将固化剂和胶粉混合,5-10分种后即可固化成为硬质透明切片,并可以对该切片进行打磨、抛光等加工,它具有固化放热低、热收缩性小、耐候性好等优点,适宜于电子行业尤其是PCB行业做微切片材料使用。制样耗材热镶嵌树脂,当制备要求有高制备品质、统一的尺寸和形状,以及短进程时间,热镶嵌将是理想方案。北京软硅胶模制样耗材性价比高

制样耗材,冷镶嵌常碰到问题:在使用烘箱的情况下,温度不宜过高;在镶嵌较大样品,需要使用较多树脂时,建议分多次浇注;树脂浇注、抽完真空后将模杯从真空系统中取出。在使用丙烯酸(粉液两相)树脂冷镶嵌时,发现试样中存在较多气泡,透明性差。使用丙烯酸(粉液两相)树脂冷镶嵌时,发现试样中存在较多气泡,透明性差。该类冷镶嵌树脂固化时间短,搅拌完后粘度较高,气泡难以溢出。配比上适当增加液相的量,保证搅拌完成后树脂粘度适当。使用环氧树脂冷镶嵌后依然发现试样内悬浮着很多的气泡,试样本身的孔、缝隙内无树脂。河北酚醛树脂粉制样耗材生产厂家制样耗材树脂金刚石切割片,切割片尺寸、材料均可根据客户要求特殊定制。
制样耗材,冷镶嵌常碰到问题,使用环氧树脂冷镶嵌后依然发现试样内悬浮着很多的气泡,试样本身的孔、缝隙内无树脂。搅拌方式过于用力,引入了较多气泡;树脂储存环境温度较低,树脂粘度过大,气泡难以溢出。正确的搅拌方式;树脂在使用前可以稍微加热,降低粘度,同时推荐使用真空系统,排出树脂内气泡同时帮助树脂更好的填充孔、缝隙。环氧树脂冷镶嵌,使用硬塑料模具,待树脂固化后试样难以脱模。环氧树脂冷镶嵌,使用硬塑料模具,待树脂固化后试样难以脱模。脱模困难说明树脂收缩率低,与模具粘结过于牢固。在浇注之前正确使用脱模剂;确认模具内壁粗糙度,越粗糙越难脱模。
制样耗材热镶嵌树脂常碰到问题:热压镶嵌后,圆柱形试样沿圆周方向断开,多次镶嵌都是如此。树脂长时间存放后吸湿受潮。确认树脂保质期,将树脂置于60℃左右烘箱内烘干,封闭干燥环境下储存。热压镶嵌后正常研磨抛光,腐蚀后在显微镜下观察,看到到样品边缘与树脂之间存在较大缝隙,且不断有水溢出,在样品边缘形成水渍或污渍。嵌后正常研磨抛光,后在显微镜下观察,看到到样品边缘与树脂之间存在较大缝隙,且不断有水溢出,在边缘形成水渍或污渍。树脂保边性不良;样品表面在镶嵌之前未清洗,影响了保边性。对于需要观察样品边缘的样品,选择保边型树脂;镶嵌之前超声清洗样品表面。制样耗材树脂金刚石切割片,进口超细金刚石微粉通过树脂结合剂结合。
制样耗材,金相切割片按照与使用方法,该切割片用于金相试样切割。切割片在安装前应仔细检查,视其是否有裂纹,如发现有裂纹,严禁使用。切割片往切割片机上安装时,应用发兰盘紧固。与切割片接触的法兰盘面必须干净平整。紧固切割片时,要求松紧适中,并使用扳手用手工加固。禁止使用补充夹具(如加长扳手)和敲打扳手,以防止对切割片的人为损害。切割片安装完毕后,用手转动砂轮片一圈以上,以检查砂轮片是否于切割机上的进刀槽两侧发生干涉。然后,空转1—2分钟,正常后方可使用。制样耗材热镶嵌树脂,导电型特性:导电,适用于导电样品,如:电镜、电解抛光。河北酚醛树脂粉制样耗材生产厂家
制样耗材树脂金刚石切割片,烧结代替电镀,锋利耐用。北京软硅胶模制样耗材性价比高
制样耗材切割片的种类:切割片根据材质主要分为纤维树脂切割片和金刚石切割片。树脂切割片是以树脂为结合剂,以玻璃纤维网片为筋骨,结合多种材质,对合金钢﹑不锈钢等难切割材料。干式﹑湿式两种切割方式,使切割精度更稳定,同时,切割片的材质和硬度的选择,能提高您的切割效率,节省您的生产成本。金刚石切割片是一种切割工具,广泛应用于石材,混凝土,预制板,新老马路,陶瓷等硬脆材料的加工。切割片的规格型号:不同的切割片厂家所生产的切割片规格也各不相同,但是它们有一个共同的特点,就是有三个参数组成,这三个参数分别表示切割片的外径、厚度以及孔径,北京软硅胶模制样耗材性价比高
无锡欧驰检测技术有限公司致力于仪器仪表,是一家生产型的公司。公司业务分为切割机、镶嵌机、磨抛机,低倍腐蚀仪、晶间腐蚀仪,电解抛光腐蚀仪、金相耗材,金相显微镜、通风系统等,目前不断进行创新和服务改进,为客户提供良好的产品和服务。公司将不断增强企业重点竞争力,努力学习行业知识,遵守行业规范,植根于仪器仪表行业的发展。无锡欧驰凭借创新的产品、专业的服务、众多的成功案例积累起来的声誉和口碑,让企业发展再上新高。