商机详情 -
广东PMMA耐磨剂三井LUMBER
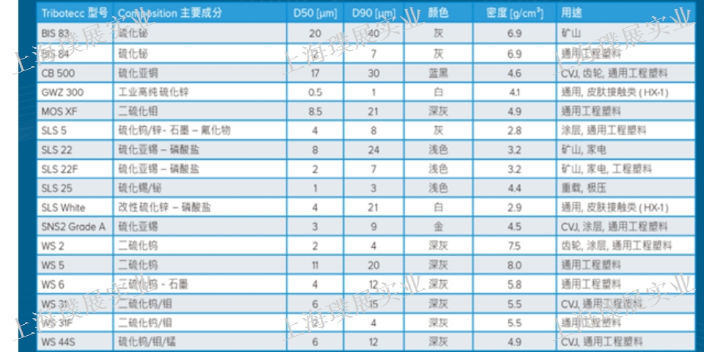
ribotecc-MOSXF特博科产品技术参数表-MOSXFMolybdenumDisulfide二硫化钼属性:颜色深灰氧化>400℃应用:润滑脂润滑膏润滑涂层工程塑料典型数据:密度4,9g/cm3粒度D508.5um粒度D9021um物质挥发性105℃0,1%包装:袋装20kg净重保存期限:至少6个月,室温保持干燥。ribotecc-MOSXF特博科产品技术参数表-MOSXFMolybdenumDisulfide二硫化钼属性:颜色深灰氧化>400℃应用:润滑脂润滑膏润滑涂层工程塑料典型数据:密度4,9g/cm3粒度D508.5um粒度D9021um物质挥发性105℃0,1%包装:袋装20kg净重保存期限:至少6个月,室温保持干燥。选择合适的手感剂/耐磨剂是提高上光油性能的一个关键手段。广东PMMA耐磨剂三井LUMBER

极压抗磨剂是一种重要的润滑脂添加剂,大部分是一些含硫、磷、氯、钼的化合物。在一般情况下,氯类、硫类可提高润滑脂的耐负荷能力,防止金属表面在高负荷条件下发生烧结、卡咬、刮伤;而磷类、有机金属盐类具有较高的抗磨能力,可防止或减少金属表面在中等负荷条件下的磨损。实际应用中,通常将不同种类的极压抗磨剂按一定比例混合使用性能更好。利用一般磷化物具有抗磨性、氯化物与硫化物具有的极压性,使添加剂同时含氯、含磷或含硫化合物,从而既具有极压性,又具有抗磨性。奥地利特博科公司在此基础上做出了一系列的研究和开发。奥地利特博科TRIBOTECCGmbH是一家专业从事金属硫化物研发、生产、销售和服务的公司,总部位于奥地利维也纳(Vienna),工厂位于奥地利南部城市阿诺德斯泰因(Arnoldstein)。特博科公司是全球比较大的特种金属硫化物生产商,合成类金属硫化物的年产量达到25000吨。特博科的产品主要分为:单相金属硫化物,多相金属硫化物,金属粉末,复合氯化物,涂层金属纤维,增效化合物及新应用特殊化学品。特博科目前研发产品多样性,各种复合型金属硫化物在极压抗磨测试中都有良好的表现。河南插线板保护门耐磨剂耐磨剂销售PET塑料耐磨剂奥地利TRIBOTECC。
润滑脂用润滑耐磨剂,润滑脂用食品级耐磨添加剂。作用原理/机理:1、二硫化钼,二硫化钨,二硫化锡都具有层晶格的结构,因而是一种很有效的润滑剂;2、这些原子层能够在彼此间相互滑动(范德瓦尔斯力),允许在钢面和其他金属面活动自如,即使在重压下也是如此,如轴承表面。3、柔软的材料,良好的金属附着力。4、形成稳定的润滑膜/界面,高负载能力。少量的硫与铁反应并形成一个硫化物层,该硫化物层与硫化钼/钨/锡等是相容的,保持润滑膜。5、高热稳定性>400°C,低腐蚀性。
碳刷用二硫化钼耐磨添加剂问题原因1、碳刷磨损严重。造成碳刷磨损严重的原因主要有以下几点:a.滑环表面的光洁度。滑环表面光洁度越高,其摩擦系数越小,碳刷的磨损率就越低;b.碳刷材质的影响。不同厂家、不同型号的碳刷的成分构造不同,磨损率也不同。选择同一种碳刷可以减少碳刷自身磨损率的不均衡,因此在更换碳刷时要选择相同牌号的碳刷;c.弹簧压力的影响。弹簧压力过大,会造成碳刷的机械磨损增大;同时弹簧压力过小,虽然碳刷与滑环间摩擦小了,但接触不良容易产生火花,同样不可取;d.电流的影响。一般,对于石墨碳刷,正极碳刷流过的电流要比负极碳刷流过的电流要大,因而正极碳刷磨损要比负极碳刷磨损大,且正极滑环的磨损要多于负极滑环。2、碳刷冒火。造成碳刷冒火的原因主要有以下几点:a.因流过碳刷的电流过大引起;b.因碳刷卡涩,间断与滑环接触引起。3、碳刷温度高。造成碳刷温度高的原因主要有以下几点:a.励磁系统过负荷;b.碳刷与滑环接触面较小;c.碳刷自身的质量问题。4、碳刷损坏严重。造成碳刷损坏严重的原因主要有以下几点:a.碳刷温度高;b.碳刷未打磨好;c.机组振动大,并且碳刷在刷握内有卡涩现象;d.碳刷质量差。奥地利TRIBOTECC二硫化钼REACH认证极压耐磨剂。
产品型号:SLS3基于高纯度材料的化合物颜色:灰色氧化:>450℃描述:基于锌钨硫化物的固体润滑剂舒适添加剂可用于二硫化钼的替换防止摩擦材料转移到转子改性磨损性能较好的NVH特性用在刹车片上,属于一种摩擦稳定剂,稳定摩擦系数、减少磨耗,减少刹车片本体损耗并转移到轮毂上。应用:摩擦:盘式制动片、离合器衬片、制动衬片和烧结制动零件,以及改善制动片和制动盘的磨损润滑剂:润滑脂、糊剂和油类,以降低摩擦系数和磨损并改善紧急运行属性塑料:热塑性塑料,提高耐磨性和耐用性其他应用:涂料,碳刷推荐添加比例:2-8%数据:密度:2.9g/cm³粒径D50:13um粒径D90:30um温度在105℃挥发0.1%钨1.8%锌21%钙5.3%规格:25kg/包奥地利TRIBOTECC硫化铋极压耐磨剂。山西尼龙耐磨剂报价
TRIBOTECC 耐磨剂WS6。广东PMMA耐磨剂三井LUMBER
两种不同硬度物料随着磨料硬度变化时的磨损体积变化以及两种物料磨损体积之比的变化规律,在图2中,对于较软的物料M1而言,当磨料的硬度小于物料的硬度H1时,随着磨料硬度的增加,磨损上升缓慢,而当磨料的硬度上升到物料硬度左右时,磨损对磨料硬度较为敏感,当磨料硬度超过物料的硬度后,继续提高磨料的硬度对磨损没有影响。对于硬物料M2也存在同样变化规律,归纳起来可以将磨损分为三个区域:Ⅰ低磨损区,Hs(1.25~1.13),式中Hm为材料的硬度,Hs为磨料的硬度,Ⅱ过渡磨损区,0.8Hs