商机详情 -
石家庄标准链条导轨
陶瓷链条导轨的优异性能源于模压烧结工艺。将氧化铝陶瓷粉末装入模具,在 200MPa 压力下预压成型,再经 1600℃高温烧结 12 小时,使陶瓷颗粒充分致密化,致密度≥95%。烧结后的导轨硬度可达 HRA85,耐温高达 1000℃,适用于高温窑炉的链条导向。通过精密磨削加工,导轨平行度误差≤0.01mm/100mm,确保在高温环境下仍保持稳定的导向精度,使用寿命是金属导轨的 5-8 倍。滚压成型工艺为链条导轨赋予优异的力学性能。以冷轧钢板为原料,通过多组滚轮连续滚压,使板材逐步变形为所需的导轨截面。冷加工过程使材料晶粒细化,表面硬度提升 20%,抗拉强度增加至 500MPa 以上。无需焊接即可实现无缝成型,避免了焊接缺陷导致的应力集中。某重型输送设备用的 C 型导轨,经滚压成型后,承载能力较焊接件提升 40%,且生产速度达 15 米 / 分钟,适合长尺寸、强度高度导轨的批量生产。耐高温链条导轨,高温环境下性能依然稳定!石家庄标准链条导轨

新能源电池生产对环境洁净度和设备耐温性、精度有特殊要求,链条导轨针对性地满足这些需求。在锂电池极片输送线,采用不锈钢材质并经电解抛光处理的导轨,表面光滑无颗粒脱落,完全满足无尘车间 Class 7 标准,确保生产环境洁净无污染。在高温干燥工序中,导轨可耐受 80℃持续烘烤,热变形量≤0.1mm/m,保证极片在高温环境下仍能平稳输送。某动力电池厂的装配线中,链条导轨定位精度高达 ±0.05mm,配合无润滑设计,有效避免油污对电池芯造成污染,使产品不良率成功下降至 0.03%,在电芯叠片、电池封装等高精度环节发挥重要作用,为新能源电池的高效、高质量生产提供有力支持 。石家庄标准链条导轨定制化链条导轨,满足不同设备特殊需求!

异形或高精度链条导轨的定制化生产,机加工工艺是中心支撑。以高分子尼龙板为原料,经数控车铣精密切削,可精确制成带凹槽、台阶的复杂结构。其加工精度达 IT7 级,表面粗糙度 Ra≤0.8μm,能与特殊链条实现高精度配合,确保运行无卡顿。 某厂定制的弧形导轨,通过五轴加工中心完成 360° 圆弧过渡,误差控制在 0.03mm 以内,彻底解决了链条转弯卡滞问题。机加工灵活性突出,小批量订单 3-5 天即可交付,能高效满足异形件、高精度定制导轨等需求,成为非标准化链条导轨生产的关键工艺。
在工业设备的复杂运行体系中,链条导轨扮演着精密护航者的关键角色。它多采用超高分子量聚乙烯材质,具备优异的耐磨特性。以自动化生产线为例,链条在长期高频运转下,普通部件易磨损,而链条导轨却能凭借自身耐磨优势,稳定支撑链条,减少摩擦损耗。其表面的特殊处理工艺,极大地降低了链条运行阻力,就像给链条的运转装上了 “顺滑加速器”,有效减少动力消耗,提升设备整体运行效率。无论是在机械制造车间,还是电子设备生产线,链条导轨都以其出色性能,确保设备稳定、高效运行,成为工业生产中不可或缺的重要组件 。链条导轨极端环境下依然稳定可靠!
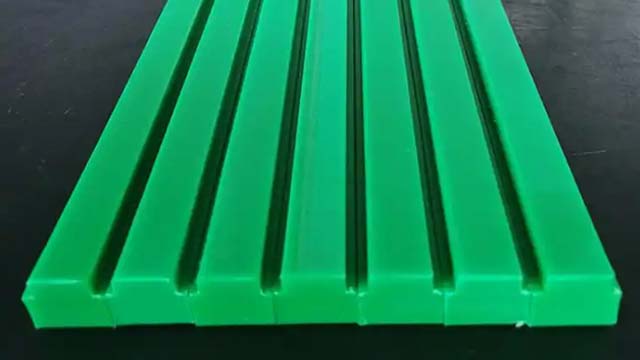
链条导轨的挤出成型工艺,堪称高效量产领域的之作。其流程以超高分子量聚乙烯原料为起点,投入挤出机后经精确温控的高温熔融,再通过微米级精密模具实现连续挤出成型。这一自动化生产线单条日均产能突破 500 米,配合规模化生产效应,单位成本较传统工艺降低 25% 以上。 模具精度控制达到惊人的 0.02mm 级,确保导轨截面尺寸误差不超过 0.05mm,直线度偏差严格锁定在≤0.5mm/m,完美适配长条形、T 型等标准化导轨的批量生产。在物流输送设备的大规模配套中,该工艺展现出独特优势:不只通过连续生产保障产品一致性(合格率稳定在 99.8%),更能凭借 48 小时快速响应周期,轻松应对十万米级的紧急订单需求,成为标准化导轨量产的工艺方案。食品级链条导轨,无毒无污染,符合FDA/CE认证!石家庄标准链条导轨
尼龙链条导轨适用于高负载、高冲击的工业输送场景。石家庄标准链条导轨
汽车制造车间环境复杂,既有焊接区的高温焊渣飞溅,又有装配区对高精度的严苛要求,链条导轨在此迎难而上。在车身焊接生产线,链条需承载重达 50kg 的车身部件,在满是焊渣的恶劣环境中持续稳定运行。热压成型的金属基复合导轨应运而生,其表面 4mm 厚的耐磨层,能承受高温焊渣的频繁冲击,经测试,使用寿命可达 8000 小时以上,大幅减少设备停机更换导轨的次数。而在发动机装配线这一精密环节,激光切割工艺制成的导轨,凭借 ±0.05mm 的超高定位精度,确保螺栓拧紧工位的链条停位精确无误,使发动机装配合格率飙升至 99.9%,完美契合汽车制造重载与高精度并存的双重需求,为汽车生产的高质量、高效率保驾护航。石家庄标准链条导轨