商机详情 -
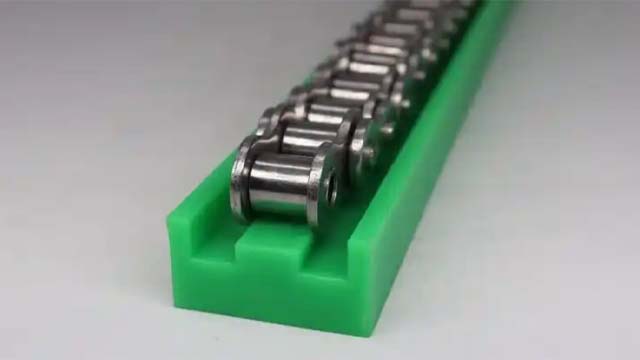
湖南链条导轨定制
面对异形结构或高精度要求的链条导轨,机加工工艺彰显出无可替代的独特优势。以高分子尼龙板材为初始坯料,通过数控车床、铣床的精密切削加工,能够精确塑造带凹槽、台阶的复杂结构,如同为导轨 “量体裁衣”。其加工精度可达 IT7 级标准,表面粗糙度控制在 Ra≤0.8μm,触感细腻如镜面,能与特殊链条实现微米级的完美啮合,确保导向过程无卡顿。 某自动化设备厂定制的弧形导轨,借助五轴加工中心的多维度联动技术,实现 360° 圆弧的无缝过渡,误差被严格锁定在 0.03mm 以内,彻底攻克了链条转弯时的卡滞难题。相较于批量生产工艺,机加工的灵活性尤为明显 —— 小批量订单从设计到成品只需 3-5 天,能快速响应个性化需求,无论是带特殊孔位的异形件,还是高精度配合的定制导轨,都能精确交付,成为非标准化链条导轨生产的重心工艺方案。定制化链条导轨,智能匹配您的设备需求,安装更便捷!湖南链条导轨定制

电子制造精密导轨报价:微操作场景的精度投资 电子制造精密导轨报价 800-1500 元 / 米,机加工工艺和防静电处理占成本 50%,表面粗糙度 Ra≤0.4μm。某芯片厂采购 100 米封装线导轨,总投入 12 万元,其 0.02mm 导向槽精度使焊线良率提升至 99.8%,按每月生产 100 万颗芯片计算,减少不良品损失约 5 万元,3 个月即可覆盖设备投资,防静电设计还避免了静电击穿导致的芯片报废。某芯片厂购 100 米,13 万元,2 万小时寿命内,焊线良率 99.8% 以上。减少芯片报废,收益远超投入。标准链条导轨大概价格多少食品级链条导轨,通过FDA认证,可直接接触食品原料!
农业机械耐候导轨报价 220-400 元 / 米,抗 UV 改性聚乙烯材质使成本增加 20%。安装采用卡扣式固定,避免焊接高温损伤材质,预留 3mm 热胀冷缩间隙。维护每季度清理导轨槽内秸秆碎屑,每年检查抗 UV 涂层厚度,磨损处补涂专门使用防护剂。某农机厂采购 300 米导轨,总费用约 9 万元,规范维护使其耐候性保持 5 年以上,减少农田作业停机维修 20 次 / 年,抗拉强度稳定在 500MPa。电子制造精密导轨报价 800-1500 元 / 米,机加工工艺和防静电处理占成本 50%。安装需使用防静电工具,通过千分表校准导向槽与链条的平行度,误差≤0.01mm。维护采用无尘布蘸专门使用清洁剂擦拭,每月测量防静电值(保持 10⁶-10⁹Ω),禁止接触尖锐物体。某芯片厂采购 100 米导轨,总投入 12 万元,精细安装维护使焊线良率提升至 99.8%,3 个月覆盖设备投资,避免静电击穿损失。
新能源电池导轨报价 750-1200 元 / 米,不锈钢电解抛光设计满足 Class 7 洁净标准。安装在无尘车间内进行,用非磁性工具固定,避免金属颗粒污染,安装后做粒子计数器检测。维护禁止使用润滑剂,每班次用无尘布擦拭,每季度测量热变形量。某动力电池厂采购 150 米导轨,总投入 15 万元,严格维护使其 80℃下热变形量≤0.1mm/m,产品不良率降至 0.03%,避免批次报废损失。食品级链条导轨需严格遵循 “卫生不达标即更换” 原则。当表面出现深度超过 0.5mm 的划痕或凹坑,无法通过常规清洁去除污渍残留时,即使未达使用周期也必须更换。若导向槽变形导致链条跑偏量超过 3mm,或接缝处硅胶垫片老化出现缝隙(宽度≥0.2mm),会形成卫生死角,需立即更换。按每日 8 小时作业计算,使用寿命超过 24 个月的导轨,即使外观完好,也建议预防性更换,避免材质老化产生微粒污染。某果汁厂因及时更换磨损 0.8mm 的导轨,成功避免批次性产品污染,减少损失超 10 万元。超耐磨链条导轨,采用高分子复合材料,使用寿命突破100万次循环!

化工防腐导轨报价 550-900 元 / 米,改性聚乙烯材质耐 pH1-14 腐蚀。安装采用法兰连接,密封垫选用耐酸碱橡胶,接口处涂抹防腐密封胶。维护每两周用清水冲洗表面,每月检查密封完整性,发现渗漏及时更换密封件。某化肥厂采购 200 米导轨,总费用 15 万元,规范安装维护使其 6 个月性能衰减率≤5%,年均节省更换费用 6 万元,避免化学泄漏事故。包装印刷高速导轨报价 280-500 元 / 米,挤出成型的 T 型导轨支持 200 米 / 分钟运行。安装需用激光准直仪校准直线度,螺栓采用防松螺母固定,避免高速振动松动。维护每周清理导轨表面油墨残留,每月检查导轨与链条的啮合间隙(保持 0.2-0.3mm)。某印刷厂采购 300 米导轨,总投入 12 万元,科学安装维护使包装速度稳定提升 25%,10 天收回成本,1.5 万小时更换周期降低投入。耐高温链条导轨,120℃高温稳定运行,适应严苛工况!连云港链条导轨市场报价
低噪音静音链条导轨,特殊降噪设计,工作噪音低于50分贝!湖南链条导轨定制
陶瓷链条导轨的优异性能源于模压烧结工艺。将氧化铝陶瓷粉末装入模具,在 200MPa 压力下预压成型,再经 1600℃高温烧结 12 小时,使陶瓷颗粒充分致密化,致密度≥95%。烧结后的导轨硬度可达 HRA85,耐温高达 1000℃,适用于高温窑炉的链条导向。通过精密磨削加工,导轨平行度误差≤0.01mm/100mm,确保在高温环境下仍保持稳定的导向精度,使用寿命是金属导轨的 5-8 倍。滚压成型工艺为链条导轨赋予优异的力学性能。以冷轧钢板为原料,通过多组滚轮连续滚压,使板材逐步变形为所需的导轨截面。冷加工过程使材料晶粒细化,表面硬度提升 20%,抗拉强度增加至 500MPa 以上。无需焊接即可实现无缝成型,避免了焊接缺陷导致的应力集中。某重型输送设备用的 C 型导轨,经滚压成型后,承载能力较焊接件提升 40%,且生产速度达 15 米 / 分钟,适合长尺寸、强度高度导轨的批量生产。湖南链条导轨定制