商机详情 -
江苏购买大型铸件去毛刺设备技术参数
面对复杂结构铸件的柔性路径规划,智能监控实现动态修正:处理 2 米深腔缸体时,设备先通过 3D 扫描生成内腔模型,规划柔性清理路径,随后视觉监控模块实时比对喷嘴实际轨迹与预设路径(偏差超 0.2mm 立即调整),避免深腔拐角处毛刺残留;加工曲率半径 2 米的起重机吊钩(异形曲面)时,激光清洗模块按柔性路径摆动,温度传感器同步监测铸件表面温度(控制≤50℃),防止因局部过热导致材质变形,兼顾曲面适配性与加工安全性。柔性参数库与智能监控形成验证闭环:设备内置 200 + 种铸件参数,切换加工 5 米起重机转台时,自动调取高压水射流参数(压力 800MPa、喷嘴角度 45°),同时压力传感器实时验证参数执行情况(波动超 ±5MPa 立即修正),确保不同规格铸件在柔性切换后,去毛刺精度仍稳定控制在表面粗糙度 Ra≤1.6μm、尺寸误差≤0.1mm,一次合格率达 99% 以上。这种 “柔性适配拓展适用范围,智能监控保障加工质量” 的模式,使设备既能应对重型机械多品类铸件需求,又避免柔性换型带来的精度波动,提升生产灵活性与产品一致性。大型铸件去毛刺设备智能监控确保去毛刺精度。江苏购买大型铸件去毛刺设备技术参数
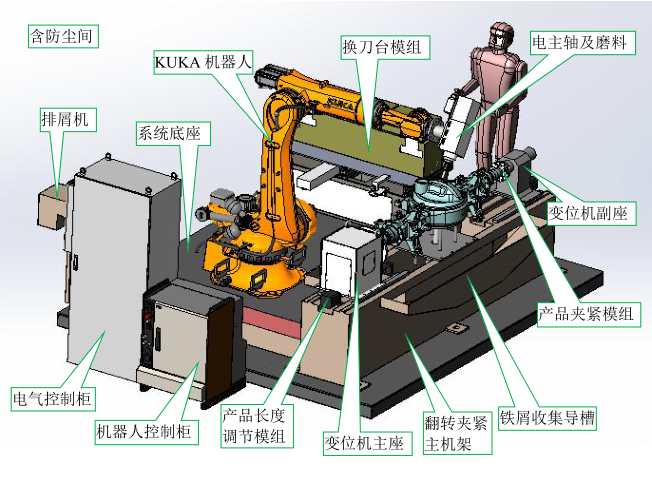
大型铸件去毛刺设备
粉尘污染控制层面,工艺构建 “源头收集 + 高效过滤” 体系:人工干磨起重机转台弧形接缝时,粉尘排放浓度超 200μg/m³,操作人员需直面矽尘危害,车间粉尘堆积严重;设备在高压水射流、打磨模块处同步配备负压吸尘装置(风量 1500-2000m³/h),搭配 HEPA 高效过滤器(过滤效率 99.97%),粉尘排放浓度控制在 35μg/m³ 以下,远低于《工业场所有害因素职业接触限值》(GBZ 2.1-2019)要求,年减少粉尘排放超 0.5 吨 / 台设备,同时改善车间作业环境。化学污染消除是工艺优势:传统酸洗去毛刺(如处理钢 - 铝复合壳体)需使用盐酸、硝酸混合液,会产生含重金属(铁、铝离子)的酸洗废水(pH 值 1-2),且酸雾挥发污染空气;设备采用激光清洗替代化学酸洗,无需任何化学药剂,既避免重金属废水排放(年减少危险废物产生超 2 吨 / 台设备),又消除酸雾对大气的污染,同时杜绝化学药剂对铸件材质的腐蚀(如铝合金表面氧化层破坏)。
江苏定制大型铸件去毛刺设备调试大型铸件去毛刺设备智能化系统把控去毛刺进程。
设备部件异常预警依托预判性监测技术:数控打磨模块的磨头磨损状态可通过 “毛刺处理时长预判指数” 动态评估,当车架纵梁焊接飞边清理耗时较标准值增加 20%,系统自动计算占比指数 q(关联毛刺个数与连续磨损区域占比),若 q≥0.6 立即预警 “磨头需更换”,避免因磨头失效导致飞边残留;快换式夹具的压力传感器监测到夹持力波动超 ±5MPa 时,弹窗提示 “夹具密封老化”,结合 8 分钟快速换型需求给出检修建议,防止铸件定位偏移引发加工偏差。
设备的模块化柔性夹具从根源减少工装更换:夹具采用 “基础框架 + 可换组件” 设计,基础框架适配 5-50 吨铸件的通用定位,针对不同铸件只需更换局部组件 —— 处理挖掘机动臂时,加装长条形焊缝定位块(10 分钟完成安装);切换起重机转台时,替换为弧形曲面贴合块(8 分钟完成);加工钢 - 铝复合壳体时,只需加装硅胶防滑垫(5 分钟完成),无需更换整套工装,换型时间从传统 2-3 小时压缩至 15 分钟内,工装更换频次减少 90% 以上。参数柔性适配进一步避免工装调整:传统设备更换工装后需重新校准定位(约 1 小时),设备则通过内置 200 + 类铸件参数库,更换铸件时只需 10 秒调取对应参数(如钢材质用 600MPa 水压、铝合金用 300W 激光),配合 3D 视觉自动定位,无需人工调整工装位置;针对深腔、曲面等复杂结构,设备通过动态路径规划(如挖掘机动臂深腔适配细长喷嘴、起重机转台曲面适配摆动激光头),无需更换工装即可适配不同结构,较传统设备减少 70% 的工装调整需求。大型铸件去毛刺设备提升工程机械铸件加工质量。
重型机械领域的大型铸件(如挖掘机动臂、起重机转台、压路机车架等),不仅单体重达数吨至数十吨、结构含复杂腔室与焊缝,且毛刺若未彻底去除,会直接影响部件装配精度与整机运行安全性。大型铸件去毛刺设备针对此类痛点,为重型机械生产提供关键助力。在处理重型机械铸件的特殊毛刺问题上,设备优势明显:针对铸件厚壁浇冒口形成的粗大毛刺,其高压水射流系统可升级至 1000MPa 压力等级,配合定制化喷嘴,能快速切断直径 50mm 以上的金属飞边,避免人工气割清理时的铸件热变形;面对动臂关节等精密衔接部位的微小毛刺,激光清洗模块可作用于 0.02mm 级毛刺,确保后续轴承与轴套的配合间隙控制在 0.05mm 内,符合重型机械作业的精度要求。大型铸件去毛刺设备适应不同材质铸件,保去毛刺效果。河北使用大型铸件去毛刺设备以客为尊
大型铸件去毛刺设备操作简单,操作人员易上手。江苏购买大型铸件去毛刺设备技术参数
在加工参数异常预警层面,系统聚焦重要模块的阈值偏离监测:针对发动机缸体油道(孔径 8-15mm)的高压水射流清理,压力传感器实时追踪水压波动(正常范围 400-600MPa),若因喷嘴堵塞导致压力骤升超 ±5MPa,立即触发声光报警,同时在操作界面标注 “喷嘴堵塞” 故障点,联动设备暂停作业,避免高压冲击损伤油道内壁(类似长安福特气门嘴安装孔毛刺导致的安全隐患);处理变速箱壳体轴承孔(IT7 级精度)时,激光功率传感器持续监测输出功率(标准 250-300W),一旦偏差超 ±10W,自动比对历史数据生成 “功率漂移” 预警,提示校准激光模块,防止热影响区扩大引发孔径变形。江苏购买大型铸件去毛刺设备技术参数
广东利迅达机器人系统股份有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同广东利迅达机器人系统股份供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!