商机详情 -
舟山自动化去毛刺
选择阴、阳极之间的间除有利于提高去毛刺机蚀除速度和加工精度,改善加工表面质量。电流密度和加工时间的选择也十分重要,电流密度过大会加剧杂散腐蚀,电流密度过小则会降低加工效率,延长加工时间,而加工时间过长会加剧晶界腐蚀。在满足毛刺去除效率的前提下,加工时间主要应根据加工圆角的大小来确定。由于脉冲电流的间隙作用和阶跃变化,使加工间隙中的电解液发生振荡,产生压力波,压力波的搅拌作用可改善加工间隙中电解液的流动条件,加速更新间隙中的电解液,消除加工间隙中电解液电导率分布的不均匀性,从而提高加工精度,改善表面粗糙度。脉冲电源理论研究和加工实践表明,采用脉冲电源代替直流电源进行去毛刺加工,可有效提高加工精度和表面质量。此外,还应满足脉冲电解加工的基本原则,即使电解液快速、均匀地冲刷加工部分,保证流场分布均匀台理。由于电极表面质量直接影响去除毛刺部位的表面质量因此要求工具阴极表面平整、光滑。我国的去毛刺机走势越好,发展越强大,我们也就有了更多可以骄傲的资本。舟山自动化去毛刺

去毛刺机作业时工作人员须带手套。在使用前,必须先打开开关,使刀盘转动后,注意刀盘的旋转方向,再从头把加工物体向前推移切削。检查主轴两螺丝是否紧固,及刀片压装螺丝是否有松动。更换刀片时,卸去导板,装上刀片后须检查是否装坚团再操作。利用滚剪原理,在滚刀旋转带动钢板前进的相对运动中,将钢板的边角切除,能满足A3钢板、不锈钢板及16Mn板等焊接前的坡口需要,加工的坡口尺寸正确,表面光洁。去毛刺机倒角面精细,不起毛边,有如交叉研磨面。适合各种小型模具,小型模具、机械零件制造的倒角。操作时将工件靠住滑轨由左往右切削。滑轨采用高质量模具钢经热处理,经久耐用。操作简单,倒角规整,调整方便,经济可靠。同刨边机、龙刨等其他切削设备相比、本机价格低廉、占地面积小、耗能只是它们的十分之一、加工时工件不需装夹,所以使用方便、工效高、配用托架可不受工件的长度、宽度限制。因此应用去毛刺机加工坡口远胜于其他设备,是当今国内至理想的钢板焊前坡口设备。同气割开坡口的方法相比,能耗低、坡口速度快(为气割的三倍以上),且不需清毛刺。舟山机械去毛刺前一刀具生成的毛刺可以被后一刀具除掉,能够在控制毛刺生成的同时改善加工质量。
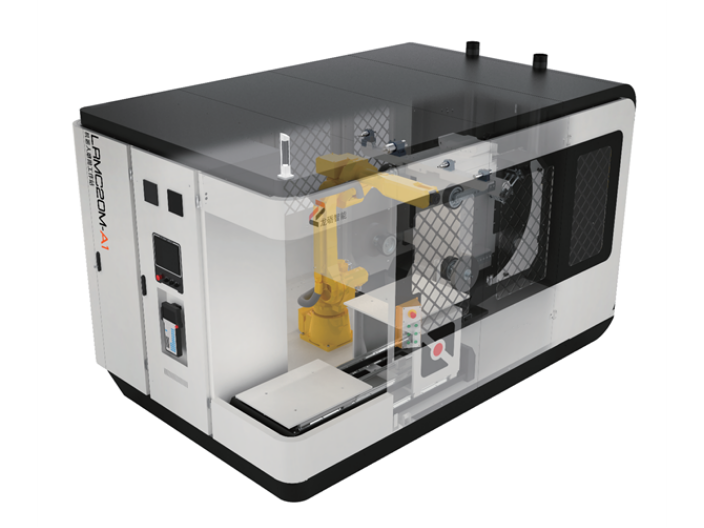
去毛刺机大致有哪几方面构成?1、可调弹簧式限位机构。去毛刺机本体的一个工作循环分为快进、工进、快退3个阶段,各阶段动作的完成由设在动力头上的可调弹簧式限位机构进行控制并切换实现。可调弹簧式限位机构安装在切削装置传动机构上,随传动机构一起移动,并且压力可调、倒角工进星可调。可调弹簧式限位机构可保证同一种规格棒材倒角的大小一致且可保证去毛刺机快进、工进、快退之间的顺利、可靠切换。2、切削装置(动力头)。切削装置分为旋转机构和移动机构。刀具和刀片安装在旋转机构上实现棒材的倒角;移动机构保证旋转机构完成快进、工进、快退整个倒角过程,而且移动机构在专门用导轨上运动,很好地保证了旋转机构在移动过程中中心线的准确性。3、夹紧定位机构。夹紧定位机构可保证棒材端部在去毛刺机运作过程中置前端,由上夹块和下夹块组成。上夹块为上下润动式,由液压系统控制动作,下夹块根据棒材规格不同可进行更换,并且结构为自动定位快换方式,以便于操作。去毛刺机本休设备由切削装置(动力头)、可调弹簧式限位机构、夹紧定位机构、浮动支撑机构和缓冲机构组成。所有机构的动作均通过液压系统和PLC控制系统自动完成。
去毛刺机:扇形片冲制后,每张冲片均需经过严格的去毛刺,使冲压过程中的毛刺控制在至小范围内。国外一般是连续去毛刺两遍,在冲片自动生产线中都是两台去毛刺机联在线内。去毛刺机有用辊筒砂轮式,也有用砂带式去毛刺机。后者的主要特点是:转动速度快,可达10~35m/min,砂带更换简便快速,能适应各种形状和厚度的冲片。称砂带去毛刺质量比辊式砂轮好。砂带敷在高速旋转的具有螺旋槽的橡胶带上,沟槽可防止砂带被污染。砂带的压力由压缩空气控制,保持恒压,当砂带损坏或发生其他故障时自动停车。人工去毛刺这个是铝合金压铸厂较传统的普遍采用的方式。
在使用去毛刺机的过程中,要时刻注意机器的状态,防止机器发生故障。按电源时要注意手要是干燥的,不能用潮湿的手触摸电源,还要保障研磨机的安全,防止机器受到撞击或者不必要的震动对机器造成伤害。研磨砂纸的粘贴也很重要,如果粘贴措误就会造成浪费研磨砂纸的现象,如果研磨砂纸磨损得厉害,还要及时更换砂纸,防止对机器造成伤害。如果需要拆卸研磨底盘,不要私自动手,要根据专业人员的教导或者直接由工作人员操作。在研磨过程中,要保证研磨机内是干爆的,不能渗入进研磨水或者研磨液进去,否则就会对机器造成损伤。对于冷却风扇也应定期检查,防止污垢太多风扇堵塞不能旋转,对机器造成损伤。若长时间不使用研磨夹具,应将其用氯乙烷浸泡起来,建议用超声波进行清洗,保证工具的清洁。在使用完圆管去毛刺机后要及时清洗研磨片,防止研磨水或者研磨液对机器产生损伤。对各个转动部位,要及时添加润涓脂,润滑脂不只可以改良润滑状况,还具有防止锈蚀的作用。现在国际上许多单位都在探索怎样降低毛刺的运用。舟山自动化去毛刺
去毛刺机本体的一个工作循环分为快进、工进、快退3个阶段。舟山自动化去毛刺
去毛刺机怎样维护?1、丝简轴和电机上的联轴器和键,要使该部位始终处于紧密稳妥的配台情况,-旦呈现键的松动和联轴器的撞击声,要立即替换联轴器的缓冲和键长时间带间隙的换向后,会使轴上的键槽变形张大。要常常注意使导电块处于杰出的导电和与床身间的绝缘情况,作业台上垫条有必要与床身绝缘,步进电机的拖线要处于自如情况,步进电机确保无脏水入浸。2、导轨和丝杠,绝不能染脏水和污物,一旦沾有脏物,要用洁净锦纱揩擦洁净后在用脱脂棉10#机油轻擦涂一遍。舟山自动化去毛刺
杭州龙砺智能科技有限公司位于东洲街道东洲工业功能区3号路1号,拥有一支专业的技术团队。在龙砺智能近多年发展历史,公司旗下现有品牌龙砺等。公司以用心服务为重点价值,希望通过我们的专业水平和不懈努力,将杭州龙砺智能科技有限公司提供专业自动化打磨去毛刺抛光业务,主营机器人技术开发、技术服务、技术咨询、技术成果转让:机器人成套投备研发、组装、销售;机电产品及配件生产、加工、销售。智能打磨机是龙砺智能多年科技攻关和技术沉淀的成果。专业性强,可根据用户的工件特征灵活调整并优化,全封闭的结构设计。将打磨作业的上料、打磨、吹气、吸尘、下料等工序置于一个全封闭空间。进口的精密电机与减速机及高精度高负载的机械结构,保证了设备的高刚性,确保了设备加工精度及一致性。等业务进行到底。龙砺智能始终以质量为发展,把顾客的满意作为公司发展的动力,致力于为顾客带来***的打磨,抛光,去毛刺,自动化打磨。