商机详情 -
宁波手机机器视觉检测设备品牌
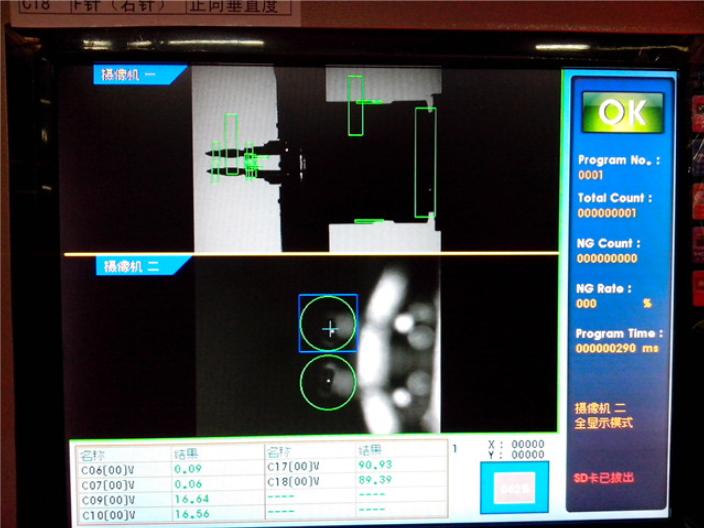
表盘视像标定设备与机器视觉检测技术的融合,为现代工业检测带来了**性的变革。设备通过集成先进的图像处理软件,实现了对表盘刻度的自动识别与标定,提高了检测效率和准确性。同时,设备还支持非标定制软件,使其能够适应多种不同类型的产品,满足了用户的多样化需求。在检测过程中,表盘视像标定设备利用机器视觉检测技术,对表盘图像进行精确捕捉与分析,确保了标定结果的精确性。此外,设备还具备预设升压与降压刻度间阈值的功能,有效防止了机械擦碰,确保了检测过程的稳定性和安全性。在颜色、字体大小和位置方面,设备也提供了灵活的调整选项,使得用户可以根据具体情况进行个性化设置。总的来说,表盘视像标定设备与机器视觉检测技术的融合为工业检测领域带来了更高效、更准确的检测手段。机器视觉检测设备比人工检测在多场景适应性上优势突出。宁波手机机器视觉检测设备品牌
机器视觉检测设备
在工业制造的质量把控领域,机器视觉检测设备发挥着至关重要的作用,它具备强大的自适应能力,能应对不同批次产品的材质差异和光照变化。通过先进的自适应阈值调节算法,设备实时剖析背景图像的灰度分布,自动优化检测参数。以电子元件检测为例,当元件表面镀层厚度不均时,设备可迅速动态调整二值化阈值和形态学滤波参数,即便面对微小划痕、焊盘氧化等复杂问题也能精细识别。同时,该设备融合多传感器数据融合技术,将视觉数据与 X 射线探伤仪、光谱仪的信号交叉验证,有效降低误判率。某** PCB 制造商引入该设备后,在 0.05mm 的线宽检测中,成功将缺陷漏检率降低至 0.02% 以下,产品良率大幅提升至 99.6%,充分彰显了其在智能制造质量控制方面的***性能和重要价值。宁波手机机器视觉检测设备品牌机器视觉检测设备能够帮助提高用户对制造商产品的信心,并且增加销售量。
在当今工业生产的复杂环境中,产品质量的稳定把控是企业立足市场的关键。机器视觉检测设备凭借其***的自适应调节能力,成为了工业检测领域的中流砥柱。不同批次的产品由于原材料、生产工艺等因素,材质上会存在一定的差异,而生产现场的光照条件也会因时间、地点等因素不断变化。这些复杂的情况给传统的检测方法带来了巨大的挑战,但机器视觉检测设备却能轻松应对。它所采用的自适应阈值调节算法,是其应对复杂状况的**法宝。该算法如同一个智能的大脑,能够实时对背景图像的灰度分布进行细致入微的分析。通过对灰度分布的研究,设备可以准确地判断当前的检测环境和产品特征,进而自动对检测参数进行优化调整。例如,当产品材质的反光特性发生改变时,算法会迅速调整阈值,使得图像中的目标特征更加清晰地呈现出来,便于后续的分析和判断。这种自适应调节能力,让设备在面对各种复杂的材质差异和光照变化时,都能保持高度的检测精度和稳定性,为企业的产品质量提供了可靠的保障。
消费电子产品的视觉检测:细节决定成败在消费电子产品领域,视觉检测技术的引入为产品的质量控制提供了有力保障。这些设备通过捕捉产品的高清图像,利用先进的图像处理和人工智能算法,能够准确检测出产品上的瑕疵和缺陷,如划痕、凹陷、色差等。特别是在智能手机、平板电脑等**消费电子产品的检测中,视觉检测技术的优势尤为突出。它能够捕捉到产品上微小的瑕疵,确保每一台设备都符合***要求。同时,视觉检测设备还能够对产品的外观尺寸、装配精度等进行***检测,确保产品的整体质量和一致性。这种精细化的检测方式,不仅提升了消费电子产品的整体质量水平,还为消费者提供了更加质量、可靠的产品体验。机器视觉检测设备中构建动态校准系统,表盘视像标定设备能够适应不同光照环境下的表盘参数检测与标定。

标准化建设 —— 构建行业检测基准随着技术成熟,机器视觉检测设备标准体系正在形成。ISO/TS 16949 已将视觉检测纳入汽车行业质量体系要求,中国机械工程学会发布《工业视觉系统验收规范》。某检测设备厂商通过建立缺陷样本库,实现不同产线间检测标准的统一。这种标准化进程不仅提升检测结果的可比性,更为行业质量大数据平台的建设奠定基础。在锂电池行业,设备通过统一检测标准,使不同厂商间的 BMS 系统兼容性提升 60%,加速行业技术迭代。机器视觉检测设备中的表盘视像标定设备,通过定位方法,快速校准表盘的坐标系统。宁波手机机器视觉检测设备品牌
表盘视像标定设备在机器视觉检测设备中,利用高精度定位,快速校准表盘的坐标,保证检测效果。宁波手机机器视觉检测设备品牌
食品包装行业中的视觉检测:安全与卫生的守护者在食品包装行业,视觉检测设备成为了确保产品安全与卫生的关键工具。它们通过捕捉食品包装的高清图像,利用图像识别技术,能够实时监测包装上的标签信息、生产日期、保质期等关键信息,确保每一包食品都符合法规要求。同时,视觉检测设备还能检测出包装上的破损、污染、异物等缺陷,有效避免了不合格产品流入市场,保障了消费者的健康权益。特别是在自动化包装生产线上,视觉检测设备的引入**提高了检测效率,减少了人工干预,降低了人为错误的风险。通过实时监测和反馈,视觉检测设备还能够指导生产线及时调整包装工艺,优化生产流程,确保食品包装的一致性和稳定性。这种智能化的检测方式,不仅提升了食品包装行业的整体质量水平,还为消费者提供了更加安全、卫生的食品选择。宁波手机机器视觉检测设备品牌