商机详情 -
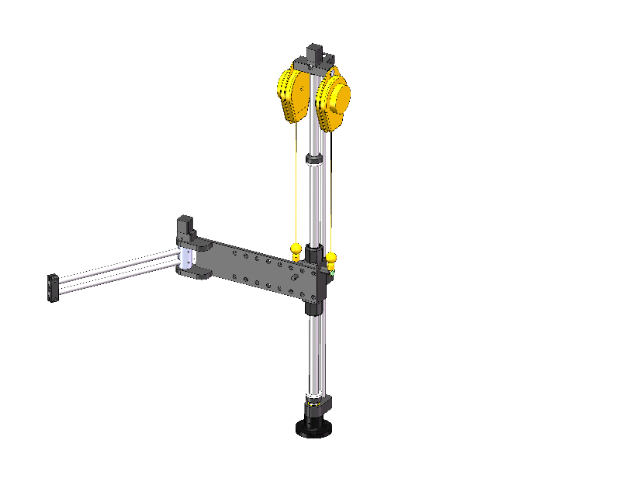
成都拧紧生态系统工厂自动化对刀仪
抗扭力臂是与拧紧系统配合使用,共同完成螺栓等紧固件的装配拧紧,抗扭力臂能够抵消来自气动、电动拧紧轴在装配拧紧过程所产生的扭矩反冲力,同时使用气动平衡控制系统,实现臂端平衡,实现精细精定位。工业4.0生产模式下,螺栓拧紧有了更高的要求。目前高精度的拧紧工具已经满足大部分要求,但在一些狭窄空间的螺栓,标准工具无法进行拧紧作业,因此,在满足拧紧要求的标准下,需要使用拧紧特殊头进行拧紧作业,特殊头集成在高精度的拧紧工具上,既保证拧紧质量要求,又提高装配效率。工厂自动化3D视觉拧紧定位。成都拧紧生态系统工厂自动化对刀仪

工业机器人的基本结构包括机身、臂部、手腕和指部。这些部件共同构成了机器人的运动系统,使其能够在三维空间中进行精确的定位和运动。机身:机身是机器人的主体部分,通常由高强度钢材制成,用于支撑其他部件并提供内部空间,以容纳各种传感器、控制器和其他设备。臂部:臂部是机器人执行任务的主要部分,通常由关节驱动,实现多自由度的运动。根据应用场景的不同,臂部可以采用固定轴或可伸缩轴的设计。手腕:手腕是机器人末端执行器与工件接触的部分,通常由一系列关节和连杆组成,实现灵活的抓取、放置和操作功能。指部:指部是机器人末端执行器的一部分,通常包括各种工具和夹具,用于完成特定的操作任务。芜湖拧紧生态系统工厂自动化设备厦门智能机器人工厂自动化。

是什么原因使一种产品优于另一种呢?在大多数金属切削加工中,合格零件与废品之间的区别常常在于关键尺寸上极微小的差异。同样,一个高精度工具夹头的不同之处也取决于所采用的制造公差。切削刀具的回转轴线必须与机床主轴的回转轴线精确一致。实现近于完美的同心度的方法虽然很明确,但也很复杂。首先,将工具夹头的锥柄装入对应的主轴锥孔时,每一次都必须非常精确。为此,配合表面的锥角公差必须很小。这些公差由国家或国际标准委员会制定和颁布,一般可供任何人查阅。制造完成的工具夹头要用量规检测其圆度和锥角,而这些量规则由实物基准规来标定。生产现场采用的测量方法各不相同,从实物接触机械式测量、实物接触/电子模拟量测量到非接触模拟量测量(如气动量规)。所有这些行之有效的方法都有一个共同特点:都要用实物基准规来标定。
集成机器人控制技术的发展,正在为自动化行业带来新的增长点。随着技术的成熟和市场的认可,越来越多的自动化和机器人品牌开始进入这一领域,探索集成控制系统的潜力。自动化厂家通过集成机器人控制技术,不仅可以扩展其产品线,还能为现有业务增加附加值。设备OEM厂商也通过采用集成控制系统,提升设备性能,同时降低成本和供应链风险。对于机器人制造商而言,虽然需要开放控制系统,但这也为其带来了更广阔的市场机会。终端用户也将从集成机器人控制技术中受益,操作更为便捷,性能优势明显,尤其是在多机器人协同作业的场景中。随着市场对集成控制系统的接受程度不断提高,这一技术有望在未来几年内实现快速增长。智能机器人工厂自动化设备。
中国是全球比较大的协作机器人市场,目前,国内协作机器人的生产模式大部分都是:进口**零部件+国产本体+半国产系统。其中,占据协作机器人成本比例高达70%的减速器、伺服系统、控制器三大**零部件,市场格局仍然主要是由外资企业掌控。虽然国内也出现了主攻伺服系统的汇川技术、主攻减速器的中大力德等快速成长的**零部件自主品牌,但目前我国85%的减速器市场、90%的伺服系统市场、80%的控制器市场仍被海外品牌占据,极大影响了国内协作机器人的技术创新和成本压缩。拧紧生态系统工厂自动化解决方案。苏州工厂自动化设备
智能制造工厂自动化。成都拧紧生态系统工厂自动化对刀仪
工业机器人的控制系统是其**部分,负责接收来自传感器的信息,处理这些信息,并发送控制指令以驱动机器人的运动。控制系统通常包括以下组件:控制器:控制器是工业机器人的大脑,负责处理各种传感器的信号并生成相应的控制指令。常见的控制器类型包括PLC(可编程逻辑控制器)、DCS(分布式控制系统)和IPC(智能控制系统)。驱动器:驱动器是控制器与电机之间的接口,负责将控制器发出的控制指令转换为电机的实际运动。根据应用需求的不同,驱动器可以分为步进电机驱动器、伺服电机驱动器和直线电机驱动器等。编程界面:编程界面是用户与机器人系统进行交互的工具,通常包括计算机软件、触摸屏或**的操作面板。通过编程界面,用户可以设置机器人的运动参数、监控其运行状态并对故障进行诊断和处理。成都拧紧生态系统工厂自动化对刀仪