商机详情 -
福州硅电池加压测试价格
加压测试后的电池性能评估需结合多维度数据综合分析,指标包括电压稳定性、容量衰减率、内阻变化、外观及微观结构状态。电压稳定性通过加压过程中电压波动幅度判断,波动越小说明电池耐压性能越稳定;容量衰减率对比测试前后电池额定容量,评估加压对电池活性物质的损耗程度;内阻变化反映电池内部电极、电解质及界面的损伤情况,内阻骤升通常意味着内部出现短路或界面失效;外观及微观结构检查则通过肉眼观察和显微镜分析,判断电池是否出现鼓包、漏液、极板腐蚀、电解质开裂等问题。经济高效电池加压测试,以低投入实现高产出的测试效果。福州硅电池加压测试价格

冲击测试(以消费电子电池为例,参考IEC62133)测试目的:模拟电池跌落或受撞击时的抗冲击能力,评估外壳及内部结构的稳定性。测试前准备样品预处理:电池充满电后,在25±5℃环境静置30分钟。设备检查:冲击装置:重锤(质量10±0.1kg)、释放机构(高度可调,精度±5mm)、刚性冲击台面(厚度≥20mm钢板)。操作步骤步骤1:将电池样品(不包装)平放在冲击台面上,确保面与台面接触。步骤2:设置冲击参数:重锤高度:1000±10mm(自由下落,冲击能量约为100J)。冲击方向:重锤垂直冲击电池中心位置。步骤3:释放重锤,使其自由下落冲击电池,冲击后观察电池是否弹跳或移位(若移位需重新固定测试)。步骤4:冲击后将电池在25℃环境静置1小时,检查外观及性能。结果记录电池外壳是否开裂、鼓包;是否漏液、冒烟;静置后电压是否正常(与冲击前差值≤0.2V为合格)。福州硅电池加压测试价格高精度电池加压测试,为电池研发与生产提供可靠数据支撑。
全球主要标准组织对电池加压测试提出了明确要求。UN38.3针对运输安全,要求锂电池能承受一定时间的挤压测试;IEC 62660-3与ISO 12405系列标准规定了动力电池的挤压测试方法,包括压头形状、加压速率和失效判定条件;UL 1642与UL 2580则侧重消费类及车用电池的安全评估。中国标准GB 38031-2020(电动汽车用动力蓄电池安全要求)强制要求电池包在挤压测试中不起火、不。这些标准在测试参数(如压力值、保压时间)上存在差异,制造商需根据目标市场合规性进行测试设计,并经常通过“标准加严”测试以提升安全裕度。
加压测试是电池安全测试体系的一部分,需与针刺测试、跌落测试、振动测试等机械测试结合,评估机械滥用耐受性。同时,它与热滥用测试(如热箱测试)关联,因为压力可能触发热失控;与电滥用测试(过充过放)结合,可模拟更复杂的事故场景。在多物理场耦合测试中,压力、温度与电负载同步施加,更真实地模拟实际工况。测试数据的整合能构建电池安全边界图谱,为系统级安全管理(如BMS设计)提供阈值参考,实现从单体到 pack 的协同防护。电池加压测试,精确控制压力变量,深度挖掘电池潜在性能问题。
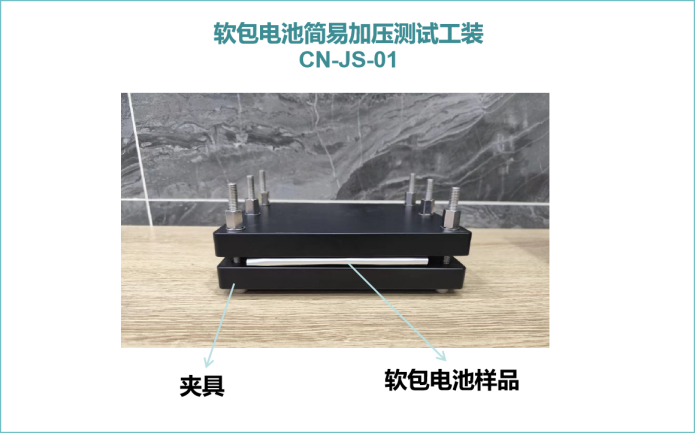
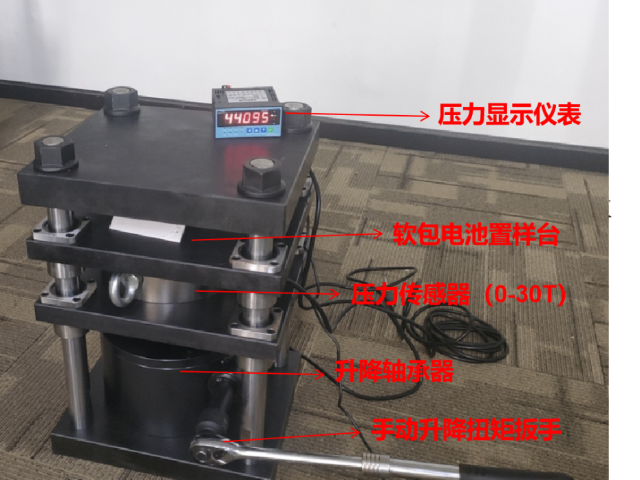
测试方法(典型流程):准备: 将满电电池置于两挤压板之间。安装温度传感器、连接电压监测线。设置参数: 根据测试标准或规范设定挤压方向(垂直于电池极片方向常见)、挤压速度(通常较慢,如几mm/s)、终止条件(达到特定压力、特定变形量、电压降至某值或发生失效)。施压: 驱动挤压板按设定方向、速度对电池施加压力。监测与记录: 实时采集压力、变形量、温度、电压数据。终止条件:达到预设的压力(例如,13kN - 常见动力电池标准要求)。达到预设变形量(例如,挤压至原始厚度的某个百分比,常见如70%或85%)。电池电压下降至指定值(如1/3标称电压或0V)。监测到温度急剧升高、冒烟、起火等明显失效现象。观察与记录: 详细记录测试过程中及测试后电池的表现:是否起火、漏液、冒烟、外壳破裂、温度峰值、电压变化等。冷却与处理: 测试结束后,让电池在安全环境下充分冷却,然后按规定安全处理。高效智能电池加压测试,自动化流程,大幅提高测试效率。福州硅电池加压测试价格
灵活定制电池加压测试,依据客户需求打造专属测试方案。福州硅电池加压测试价格
电池加压测试与电池状态监测技术的结合是当前的研究热点。通过在测试过程中实时监测电池的电压、电流、温度、阻抗等参数,可以获得更的性能评估。先进的数据采集系统能够以高频率记录这些参数的变化,结合机器学习算法,可以建立电池加压性能与电化学性能之间的预测模型。这种智能化的测试方法不*提高了测试效率,还能为电池的健康状态评估提供新的手段。大规模电池储能系统的加压测试面临着独特的挑战。由于储能系统通常由大量的电池单体组成,测试需要考虑电池之间的相互影响和系统级的压力分布。测试方法包括对整个电池簇施加均匀压力,以及模拟局部压力集中的情况。这些测试有助于验证储能系统在地震、结构变形等极端条件下的安全性。同时,还需要考虑长期压力作用对电池性能的影响,为储能系统的设计和运营提供安全保障。福州硅电池加压测试价格