商机详情 -
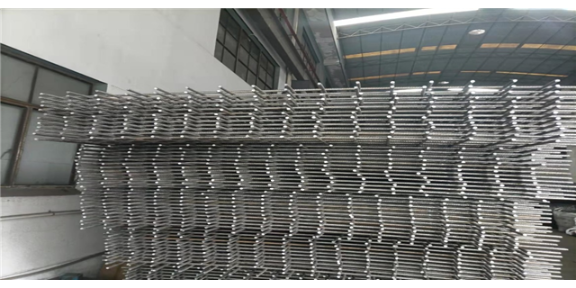
宁波路面防裂钢筋焊接网生产
焊接技术,焊接采用专门使用的GWC焊网机,焊接程序均由计算机自动控制生产,焊接网孔均匀,焊接质量良好,焊接前后钢筋的力学性能几乎没有变化。原材料,冷轧光面钢筋焊接网宜采用CRB550级冷轧带肋钢筋或HRB400级热轧带肋钢筋制作,也可采用CPB550级级冷拔光面钢筋制作。分类,冷轧光面钢筋焊接网按原材料可分为:冷轧带肋冷轧光面钢筋焊接网、冷拔光圆冷轧光面钢筋焊接网、热轧带肋冷轧光面钢筋焊接网,其中冷轧带肋冷轧光面钢筋焊接网应用较普遍。冷轧光面钢筋焊接网按钢筋的牌号、直径、长度和间距分为定型冷轧光面钢筋焊接网和定制冷轧光面钢筋焊接网两种。任一根钢筋上开焊点数不得超过该根钢筋上交叉点总数的一半。宁波路面防裂钢筋焊接网生产

冷轧带肋钢筋焊接网的技术规定,技术规程规定,焊接网宜采用CRB550级冷轧带肋钢筋制作,也可采用CRB510级冷拔光面钢筋制作。一片焊接网宜采用同一类型的钢筋焊成。焊接网按形状、规格分为定型和定制两种。定型焊接网在两个方向上的钢筋间距和直径可以不同,但在同一个方向上的钢筋应具有相同的直径、间距和长度,已在有关标准、规程中作了规定。定制焊接网的形状、尺寸应根据设计和施工要求,结合具体工程情况,由供需双方协商确定。安徽电焊钢筋焊接网横向钢筋:与钢筋网制造方向垂直排列的钢筋。

钢筋焊接网检测取样数量及方法,钢筋焊接网按钢筋的牌号、直径、长度和间距分为定型钢筋焊接网和定制钢筋焊接网两种。根据标准规范GB/T 1499.3-2022要求,钢筋焊接网检测项目有拉伸试验,弯曲试验,抗剪力试验,重量偏差,网片尺寸和网片表面。降低工程成本:虽然钢筋焊接网单价高于散支钢筋。但是综合考虑材料用量、施工速度,人工费用、用料的损耗、现场加工费用、机械加工费用及场地等因素,可节省钢材30%以上,缩短工期50%--70%,降低工程成本15%以上,具有相当可观的经济效益。
钢筋焊接网技术应用:⑴、混凝土路面与固定构造物相衔接的胀缝无法设置传力杆时,可在毗邻构造物的板端部内配置双层冷轧带肋钢筋焊接网;或在长度约为6一10倍板厚的范围内逐渐将板厚增加20%。⑵、混凝土路面与桥梁相接,桥头设有搭板时,应在搭板与混凝土面层板之间设置长6一10mm 的钢筋混凝土面层过渡板。当桥梁为斜交时,钢筋混凝土板的锐角部分应采用冷轧带肋钢筋焊接网补强。⑶ 、混凝土面层下有箱形构造物横向穿越,其顶面至面层底面的距离小于400mm或嵌入基层 时,在构造物顶宽及两侧,混凝土面层内应布设双层冷轧带肋钢筋焊接网,上下层冷轧带肋钢筋焊接网各距面层顶面和底面1/4一1/3厚度处。混凝土面层下有圆形管状构造物横向穿越,其顶面至面层底面的距离小于1200mm时,在构造物两侧,混凝土面层内应布设单层冷轧带肋钢筋焊接网,冷轧带肋钢筋焊接网设在距面层顶面1/4一1/3厚度处。焊接网焊点的抗剪力(单位为N)应不小于150与较粗钢筋公称横截面积(单位为mm2)的乘积。
发展前景:冷轧光面钢筋焊接网的生产能力,冷轧带肋钢筋80年代末在国内开始生产,10年多来,特别是近几年,得到迅速发展,成为建设部重点推广的新钢种。冷轧带肋钢筋的迅速发展,为焊接网的发展提供良好条件。我国焊接网产品标准已于1995年12月起实施,对于指导生产、保证产品质量具有重要的意义。使用规程也于1998年2月正式施行,对于加速推广应用起积极促进作用。优点:显著提高钢筋工程质量;明显提高施工速度;增强混凝土抗裂能力;具有较好的综合经济效益。一片焊接网宜采用同一类型的钢筋焊成。杭州地暖钢筋焊接网厂家精选
钢筋网较外边钢筋上的交叉点不得开焊。宁波路面防裂钢筋焊接网生产
钢筋网制造:1 钢筋网应采用机械制造,纵、横向钢筋交叉点采用电阻焊焊接。2 钢筋交叉点开焊数量不得超过整个网片交叉点总数的1%。并且任一根钢筋上开焊点数不得超过该根钢筋上交叉点总数的一半。钢筋网较外边钢筋上的交叉点不得开焊。力学、工艺性能:1 钢筋网的力学、弯曲性能应分别符合GB/T13788对LL550级冷轧带肋钢筋的规定和表a对LG550级冷轧光面钢筋的规定。2 钢筋网焊点的抗剪力(单位为N)应不小于150与较粗钢筋公称横截面积(单位为mm)的乘积。包装:钢筋网应捆扎整齐、牢固,捆重不应超过2t,必要时应加刚性支撑或支架,以防止运输吊装过程中钢筋网产生影响使用的变形。宁波路面防裂钢筋焊接网生产