商机详情 -
广东不锈钢扭簧销售价
我们很多弹簧成型后都要经过研磨去除毛刺,特别是一些精密要求的机械用弹簧,客户会在图纸上特别标注。有的是由于切削过程的塑性变形造成的,有的是铸件、模锻件的飞边,有的是在加工过程中受挤压,还有的是焊接所挤出的残料等等。随着工业化和自动化程度的提高,对零件弹簧的精度要求也愈来愈高,如果不把毛刺去掉,将造成多方面的不良影响。例如:火箭、导弹、飞机上的弹簧,如不去掉毛刺,后果是不堪设想的。弹簧上的毛刺或脱落的金属粉末,一旦进入液压或风动系统中,会引起严重的紊流或非层流,会使过滤器或管子堵塞,故液压阀体和气动零件等必须将毛刺去除。在机械传动系统中,由于震动,会使毛刺脱落下来,造成系统卡死或零件损伤。有时,毛刺直接妨碍构件的机械运动,这对活塞或滑阀等特别明显。在切削过程中,毛刺若垫在零件的定位基面上,夹紧后扰不是真正基面接触,变成点接触,严重地影响了加工精度。装配时也是同样,因毛刺存在,造成装配不合格。弹簧如不去掉毛刺,在机床上装卸工件时或装配加工时,会把工人的手划伤。当承受较高载荷时,毛刺和锐边影响零件的疲劳强度以及与油漆和其它保护层的结合力,减少零件的使用寿命,弹簧毛刺还影响零件的外观质。玖胜弹簧出提供弹簧生产外,提可提供各类车轴,轴套等车床件服务,为您的弹簧提供配套产品。广东不锈钢扭簧销售价
弹簧在使用过程中会出现弹力不足的原因有哪些?1、不少弹簧厂家在制作非标弹簧时设计制作参数不合理,只注重弹簧外径,内径,长度等参数,往往忽悠了线材横截面积和节距的大小,从而导致弹簧弹力不够2、标准弹簧选型不合理,图价格便宜,选择了较轻截荷类型而无法承受较重截荷,从而导致感觉弹力不够。3、弹簧质量等级弄错,无意或故意把普通弹簧当优良弹簧或进口弹簧使用,从而导致弹簧弹力不够4、超过规定温度使用而导致弹性降低甚至失去弹性。5、弹簧线材本身偏软,或弹簧淬火温度偏低又或者保温时间不够长,弹簧成型后回火温度过高且时间长,导致抗拉压强度低而弹力不够,这才是真正意义上的弹力不够。所以弹簧厂家们在制造弹簧的过程中一定要注意以上问题。广东琴钢线扭簧送货上门扭转弹簧的材质决定了其适用场景和寿命。
弹簧电镀的工艺流程包括:打磨、清洗、电解处理、电镀、清洗、热处理等步骤。具体过程如下:1.打磨:根据弹簧的不同材质和电镀要求,选择合适的打磨材料对弹簧进行表面处理,以便于后续的清洗、电解处理和电镀。2.清洗:通过浸泡在清洗剂中或者喷淋清洗,去除表面污垢和油脂,保证电镀质量。3.电解处理:使用不同的酸碱度和电压对铜、镍等金属进行电解处理,以便于后续的电镀。4.电镀:将弹簧浸入电镀液中,利用镍、铬等金属离子的还原作用,通过电极反应使金属镀在弹簧表面,形成弹簧电镀层。5.清洗:用水和清洗剂将电镀后的弹簧表面清洗干净,以便于后续的热处理。6.热处理:对已经电镀的弹簧进行高温处理,使得电镀层与弹簧本身更好地结合,提高弹簧的强度和耐腐蚀性。
弹簧作为一个基础的零件,它将直接影响着各个产品的使用。很多家具没有了弹簧,人们的生活舒适度就直线下将,如沙发没有了弹簧,人们就像坐在坚硬的木板上,根本就没有弹力,无法给人们带来舒适感。另外,设备没有了弹簧的存在,整个设备将无法进行工作,直接进入到报废阶段。正是弹簧如此重要,所一人们就需要对其进行热处理,回火加工,那弹簧为什么需要回火处理呢?首先是为了加强抗拉强度,回火处理的目的之一就是能提升钢材的抗力强度,保证其能正常的进行回弹,保证弹簧的效果。回火之后的弹簧就可以将抗拉强度提升到百分之九十以上,减少了弹簧的抗蠕变性。第二就是释放残余应力,事实上,经过回火处理的弹簧就能及时释放出残余的应力,使其能进行正常的拉丝或者卷制。这样就能逐渐增加弹簧的使用寿命,减少出现疲劳性能和蠕变性。第三就是稳定弹簧形状,在回火处理之后,弹簧的作用就能直接稳定住弹簧的形状。使其不会轻易变形。这样子就能保证弹簧的拉伸效果。东莞弹簧定制厂家,您定我制20年多年的弹簧定制生产经验。
弹簧的表面处理有什么作用?(1)金属保护层种类很多,就弹簧而言,一般是用电镀的方法以获得金属保护层。电镀保护层不但可以保护不受腐蚀,同时能改善弹簧的外观。有些电镀金属还能改善弹簧的工作性能,例如提高表面硬度,增加抗磨损能力,提高热稳定性,防止射线腐蚀等。但如果单纯为了弹簧的腐蚀,一般应选用电镀锌层与电镀镉层。弹簧镀锌的作用(2)锌在干燥的空气中较安定,几乎不发生变化,不易变色。在潮湿的空气中会生成一层氧化锌或碳式碳酸锌的白色薄膜。这层致密的薄膜可阻止继续遭受腐蚀。因此镀锌层用于弹簧在一般大气条件下防腐蚀保护层。凡与硫酸、盐酸、苛性钠等溶液相接触,以及在三氧化硫等气氛的潮湿空气中工作的弹簧,均不宜用锌镀层。弹簧厂家哪家好?玖胜五金弹簧-专注行业20余年技术的经验。耐热型扭簧有哪些公司生产
弹簧在进行选购的时候不要太过盲目的挑选。要确定自己个人的使用需求以及适用的环境和弹簧厂家进行沟通。广东不锈钢扭簧销售价
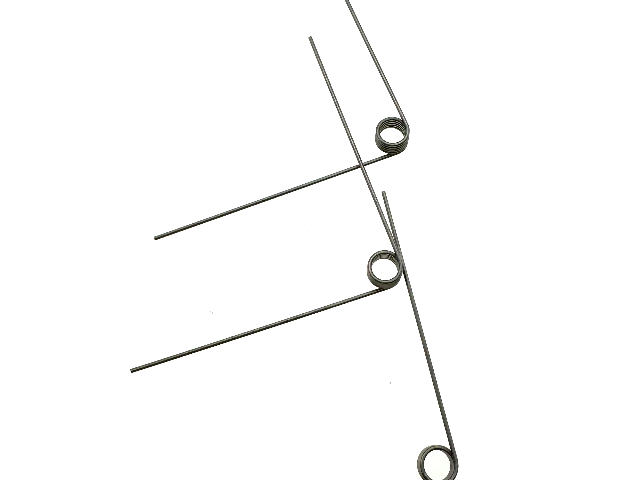
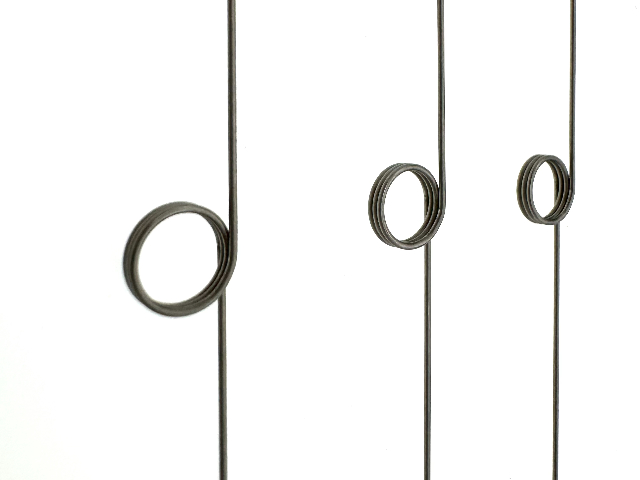
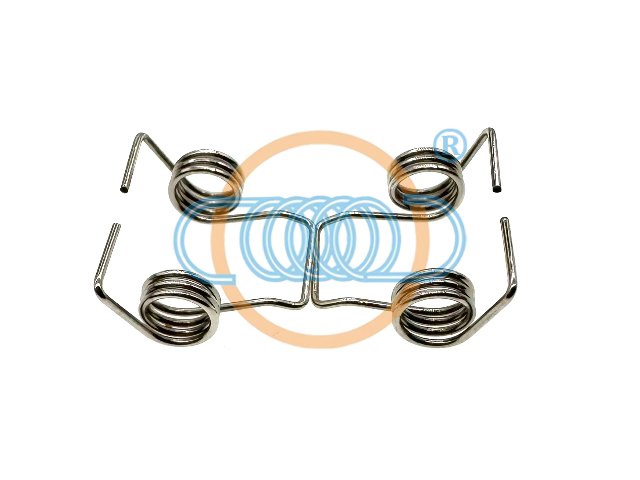
扭转弹簧其工艺和螺旋压缩,拉伸弹簧基本相同,不同的就是端部的加工在小批量生产和扭臂比较复杂的情况下,多数采用手工或半自动的有心轴卷制法成形,然后用公装夹具将扭臂按图样进行加工,大批量生产时,则可在直尾卷簧机和扭簧机上卷制,扭臂不能按图样完成的,在分工序用工装夹具来加工,根据扭转弹簧的特点,在设计和和制造时,还用注意以下两点:1、扭转弹簧端部扭臂在制造时应一次弯曲成形,避免加工疵病和校正整形加工,扭臂加工完后应进行第二次去应力退火。2、目前的扭转弹簧多为密圈,这样在弹簧圈之间就产生了相当于拉伸弹簧的初拉力类似的压紧力,在加载和卸载时会产生摩擦力而出现滞后现象,当加载与旋向相同或者圈数增加时这种倾向增加,另外也给其他表面处理工作带来困难。因此在设计和成形时弹簧圈应该稍微留间隙。在大量生产时,弹簧厂家在有条件的情况下对螺旋拉伸,扭转弹簧的展开,折弯等工序可采用液压,气功等方法去加工。广东不锈钢扭簧销售价