商机详情 -
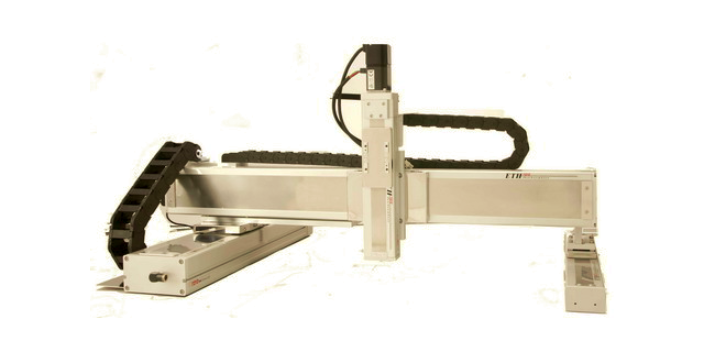
自动化雅马哈四轴机器人供应
TS-SHTRANSERVO机器人定位控制器可控制的机器人:TRANSERVO支持CE标记:○支持现场网络:CC-Link、DeviceNet、EtherNet/IP、PROFINET运行方式:坐标跟踪/远程命令输入电源:控制电源DC24V±10%马达电源DC24V±10%位置监测:原点复归/增量式原点复归
TS-SD脉冲列指令输入的机器人驱动器可控制的机器人:TRANSERVO支持 CE 标记:○支持现场网络:-运行方法:脉冲列点位个数:255点输入电源:主电源 DC24V±10% 控制电源 DC24V±10%原点复归的方式:增量式 雅马哈发动机公司备有各种行走轴,可以同时提供垂直多关节机器人与行走轴。自动化雅马哈四轴机器人供应

利用现有空间,实现可长期使用的生产线设计。“只需增减模组个数即可增减工序,停止位置的微调也简单容易,这些都受到了好评。尽管是工序较多的复杂生产线,设备的生产启动时间也只用了以往的一半,这在项目组内也获得了非常高的评价。而且,设备本身又非常简洁,既提高了操作性,也节省了安装空间,为今后增设生产线提供了可能性。”(Y先生)采用“LCM100”替换了转位工作台的N公司,生产启动顺利,按时推出了新产品。Y先生告诉我“今后,即使增加了工序,只要增加模组即可应对,看来这条生产线可以长期使用。我非常看好。”日本YAMAHA雅马哈线性传送模组LCMR200在雅马哈发动机公司的设备“电波暗室※”进行评测试验,确立了在产品开发中的评测体系。

意想不到的是厂房屋顶增高费用昂贵,成了机器人引入瓶颈。关于采用自动化,向加工机制造商进行了咨询。加工机制造商建议采用取件机器人。但,取件机器人采用垂直轴整体上下运行方式,这就需要增高厂房屋顶。若加上屋顶增高费用,将超出预算。F先生回顾说“机器人的价格又在预算之内,我想自动化只有它了。但,调查之后没想到安装场地非常棘手......”。解决要点采用自动化可以使人工费+设备折旧率@130降到设备折旧率@50。无需大规模施工就可以在预算范围以内安装机器人。
无需大规模施工即可实现自动化。F先生向以前就有业务往来的雅马哈发动机公司咨询。销售人员推荐了垂直多关节机器人YA系列。垂直多关节机器人可采用悬挂式安装且安装非常简单,当然也无需增高屋顶。之前考虑的取件机器人因只能进行直线式动作而受限较多,但垂直多关节机器人动作灵活,即使加工机内的狭窄部位也可以顺利进入。而且,切换了工件时也可以通过点示教即可简单地完成机器人的设置。垂直多关节机器人与长行程的行走轴只需1台控制器控制。因加工位置与工件放置地相隔一定的距离,靠垂直多关节机器人是无法完全解决的,还需要采用长行程行走轴来解决。雅马哈发动机公司备有各种行走轴,可以同时提供垂直多关节机器人与行走轴。“垂直多关节机器人与行走轴只需1台控制器控制,大幅度缩短了生产启动工时”F先生回顾说。此次自动化计划项目,采用自动化装卸加工工件实现了工序集约化,成功地将人工费+设备折旧率@130日元/分降到了设备折旧率@50日元/分。即使面对紧急增产的要求,N公司也可以游刃有余,因为已具备了足够的增产能力。F先生说“当初认为已不可能继续降低成本了,没想到大幅度降低了成本,还确保了操作人员的安全。”雅马哈线性传送模组LCM 可以在工序之间构建具备高附加价值的有通用性的搬运系统。
母程序与子程序执行时的常见问题应用RUN命令启动子程序时,必须留意以下几个方面。母程序若执行前行/后退,子程序也同歩执行前行/后退。*母程序需执行前行/后退时,必须在监控画面中完毕子程序后,再执行前行/后退。*子程序需执行前行/后退时,只必须挑选子程序执行前行/后退,不用完毕母程序。执行后退时,*执行姿势命令。在母程序与子程序中间应用存储器同歩执行后,在后退执行里将不同歩后退,这时母程序和子程序**执行后退。等候子程序完毕后,期待运行其他子程序时,应用存储器命令和等候命令按如下图所显示方法开展步态分析。下例中,早已在程序A的第7行中示教等候0.01sec。这是由于在程序B中从执行R[1]=1后到程序运行完毕截止,必须消耗一定的解决時间。若在程序A中省去第7行的等候0.01sec,则在执行第8行程序的时候会产生不正确警报。多个任务运行监管雅马哈“LCM100”的特点是可以进行高速且精密的动作。日本YAMAHA雅马哈机械手直供
为保证产品的可靠性,雅马哈致力于评测技术。自动化雅马哈四轴机器人供应
当系统扫描完条码并识别连接器类型后,机器人对***个连接器进行拍照并通过数据库比对来确认此连接器是否为正确的连接器。随后,机器人抓取连接器并放置到V形钳装配站中,连接器在该处被夹紧。机器人臂端上的相机再次捕获连接器的图像来确定夹具内连接器的位置和朝向,并准备将金属针脚和插头装配到连接器中。接着,机器人选择合适的末端执行器,从三个被照明供料振动台中的一个拾取金属针脚和插头。根据需要,系统还可以另外增加三个振动台。供料振动台通过振动将零件分开,这一过程使机器人视觉系统能够识别每个单独的零件。在每个零件的拾取过程中,机器人搬运零件经过一个矫直工具,以确保零件以正确的朝向处于末端执行器上。然后,每个零件被送到另一台相机下来捕获零件的图像,并确认其为正确的待插入针脚和插头。接着,机器人就将零件插入到连接器中直至其被完全安装。机器人继续装配连接器,直至所有的零件都装配完毕。一旦任务完成,机器人再将成品连接器放置到**初拾取连接器的托盘中的相同位置。当托盘中的所有连接器都装配完毕后,该托盘便被传送带运走,下一个托盘将进入该工位并重复上述所有装配过程。自动化雅马哈四轴机器人供应