商机详情 -
天津非标CNC加工市场价格
CNC指数控机床由数控加工語言开展程序编写操纵,一般为G代码。数控加工G代码語言告知数控机床的加工数控刀片选用哪种笛卡尔部位座标,并操纵数控刀片的走刀速率和主轴轴承转速比,及其专门使用工具变换器、冷却液等作用。此外,在机床检查方面,应关注其是否正常运行,并进行必要的维护和校准。刀具的选择与安装也至关重要,必须根据加工需求挑选合适的刀具,并确保其锋利且稳固地固定在机床上。然后,夹具的使用也极为关键,它负责将工件牢固地固定在机床的工作台上,从而保障加工过程中的稳定性。技术人员需要不断更新知识,以跟上快速发展的数控技术潮流与市场需求。天津非标CNC加工市场价格
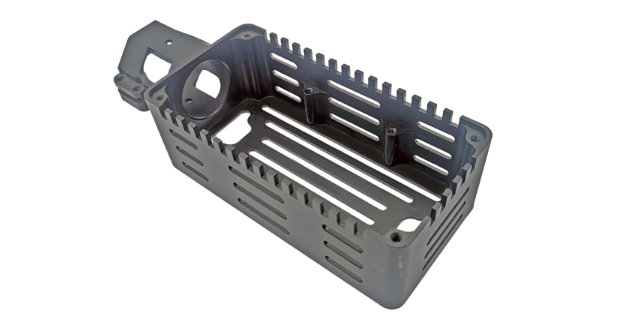
数控编程前要做何准备?在确定加工工艺后,编程前要了解:1、工件装夹方式;2、工件毛胚的大小----以便确定加工的范围或是否需要多次装夹;3、工件的材料----以便选择加工所使用何种刀具;4、库存的刀具有哪些----避免在加工时因无此刀具要修改程序,若一定要用到此刀具,则可以提前准备。刀具路径编出来之后,为什么还要进行后处理?因为不同的机床所能认到的地址码和NC程序格式不同,所以要针对所使用的机床选择正确的后处理格式才能保证编出来的程序可以运行。广州机械零件CNC加工中心家具行业的异形衔接件,由 CNC 雕琢出独特造型。
如何确定对刀点比较合理?工件坐标系与编程坐标系有什么关系?1、对刀点可以设在被加工零件的上,但注意对刀点必须是基准位或已精加工过的部位,有时在头一道工序后对刀点被cnc加工毁坏,会导致第二道工序和之后的对刀点无从查找,因此在头一道工序对刀时注意要在与定位基准有相对固定尺寸关系的地方设立一个相对对刀位置,这样可以根据它们之间的相对位置关系找回原对刀点。这个相对对对刀位置通常设在机床工作台或夹具上。其选择原则如下:1)找正容易。2)编程方便。3)对刀误差小。4)加工时检查方便、可查。
四轴数控加工:在四轴数控铣削中,第四轴被添加到切削刀具的运动中,允许绕x轴旋转。现在有四个轴——x轴,y轴,z轴和a轴(绕x轴旋转)。大多数四轴数控机床也允许工件旋转,这就是所谓的b轴,这样该机床既可充当铣床又可充当车床。如果你需要在一块零件的侧面或在圆柱体的曲面上钻孔时,4轴数控加工是好选择。它较大程度上加快了加工过程,并有很高加工精度。五轴数控加工:五轴数控铣削多了一个额外的旋转轴相比于四轴数控。第五个轴是绕y轴旋转,也称为b轴。工件也可以在一些机器上旋转,有时被称为b轴或c轴。由于5轴数控加工具有较高的通用性,用于制造复杂的精密零件。比如人工假肢或骨骼的医疗部件、航空航天部件、钛部件、油气机械部件等。CNC加工是一种利用计算机控制的机械加工技术,能够实现高精度和高效率的生产。

在加工中心上加工零件的特点是:被加工零件经过一次装夹后,数控系统能控制机床按不同的工序自动选择和更换刀具;自动改变机床主轴转速、进给量和刀具相对工件的运动轨迹及其它辅助功能,连续地对工件各加工面自动地进行钻孔、锪孔、铰孔、镗孔、攻螺纹、铣削等多工序加工。由于加工中心能集中地、自动地完成多种工序,避免了人为的操作误差、减少了工件装夹、测量和机床的调整时间及工件周转、搬运和存放时间,较大程度上提高了加工效率和加工精度,所以具有良好的经济效益。加工中心按主轴在空间的位置可分为立式加工中心与卧式加工中心。高速切削技术在CNC加工作业中的应用,可以显著提高生产效率并缩短交货时间。深圳五金配件CNC加工市价
精确的刀具路径规划是CNC加工成功的关键,有助于优化切削过程和延长刀具寿命。天津非标CNC加工市场价格
精加工的进给路线基本上都是沿其零件轮廓顺序进行的,因此,确定进给路线的工作重点是确定粗加工及空行程的进给路线。在数控车床加工中,加工路线的确定一般要遵循以下几方面原则。①应能保证被加工工件的精度和表面粗糙度。②使加工路线较短,减少空行程时间,提高加工效率。③尽量简化数值计算的工作量,简化加工程序。④对于某些重复使用的程序,应使用子程序。CNC优缺点,CNC数控加工有下列优点:①大量减少工装数量,加工形状复杂的零件不需要复杂的工装。如要改变零件的形状和尺寸,只需要修改零件加工程序,适用于新产品研制和改型。②加工质量稳定,加工精度高,重复精度高,适应飞行器的加工要求。③多品种、小批量生产情况下生产效率较高,能减少生产准备、机床调整和工序检验的时间,而且由于使用较佳切削量而减少了切削时间。④可加工常规方法难以加工的复杂型面,甚至能加工一些无法观测的加工部位。天津非标CNC加工市场价格